- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


|

|

|

|

|

|

|

|

|

|
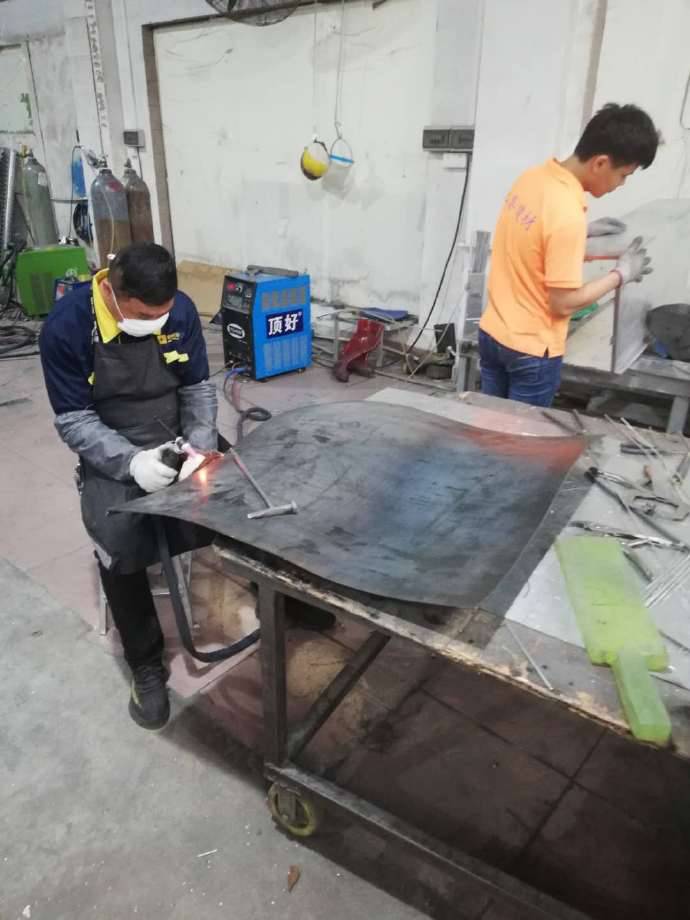
双曲不锈钢板主要根据组件形状、大小、材料、厚度等因素,选择采用落压成型、模压成形、闸压成型、液压成形、滚弯成形、拉形成型、数控喷丸成形、落锤成形等工艺方法。不锈钢双曲面成形加工,不锈钢拉深模表面质量要求很高。较低的表面粗糙度可以起到减摩和提高抗粘合性的作用因此。拉深模在进行了磨削加工后,更重要的是消除加工痕迹。而在模具制造中往往忽视了研磨和抛光工序。应该指出。在整个模具加工过程中,抛磨工作量应占三分之一,因不锈钢产品的外观质量在很大程度上取决于模具的抛磨技术。模具表面粗糙度降低,模具的修磨次数相应减少,模具使用寿命相应地得到提高。






如果模具表面抛磨不够,加之不锈钢薄板拉深易引起粘结瘤的特性,因而拉深出来的产品划痕严重。而产品上的这此划痕用抛光处理来解决既费时又达不到效果。因此,我们应该在模具抛磨工序上下大的功夫,只有模具表面加工精度提高才能减少产品的划痕,模具的修模寿命才能得到大幅度提高。近年来,国内出现了各种抛光新技术和抛光工具,开发了超声波、电解抛光、磨料喷射、挤压珩磨等新工艺、新设备。据资料介绍,对CrWMo,3Cr12W8V,Cr12三种材料模具进行电化学抛光试验研究,证明这种抛光仅用5-10分钟就能使模具型腔表面粗糙度从原来的Ra3.2-Ra1.6的基础上降低到Ra0.4-RaO.2。同时通过电化学抛光还可提高表面硬度以提高耐磨性。又如,超声波抛光机可用于经软氮化处理的型腔的细抛光,它可以避免手工抛光易破坏氮化膜的缺点。对于新的抛光技术我们应该积极去运用和总结。























由不锈钢拉深特性可知,形成粘结瘤是因为板料与模具发生了直接接触,这是一个理论上不争的事实,因此选择润滑剂或涂覆剂的首要点就是在板料拉深成形过程中润滑膜自始至终不发生破裂并且起润滑作用。“防粘降摩”是选择润滑剂的基本出发点。 一般在润滑剂中加一定比例的极压添加剂或采用固体润滑剂均可取得较好效果。这主要是提高润滑剂对金属表面的润滑能力,用以产生含硫、磷、氯的化合物在高温下与金属表面起化学反应,生成硫化铁、氯化铁等来加强油膜强度和增强吸附能力,较好地润滑模具与产品表面。固体润滑剂则是填充到金属表面的小坑内,使干磨擦接触点减少到极少,另外固体润滑剂有很高的稳定性,在高温下也能起到润滑作用,不易发生模具粘结。通常在生产中根据产品变形程度和实际情况选择和配方。双曲不锈钢厂家的操作工熟练掌握钣金工艺技术是非常必要的,有利于钣金件生产管理,是提高产品质量和降低成本的重要保证,是把双曲不锈钢板价格从2500元/平方定格到1000-1800元/平方的可接受区间范围的坚实基础。
 不锈钢双曲板
¥1300 元/平方米
不锈钢双曲板
¥1300 元/平方米
 双曲不锈钢板
¥1500 元/平方米
双曲不锈钢板
¥1500 元/平方米
 双曲铝板的蒙皮数字化拉伸工艺流程
¥650 元/平方米
双曲铝板的蒙皮数字化拉伸工艺流程
¥650 元/平方米
 双曲铝单板生产
¥650 元/平方米
双曲铝单板生产
¥650 元/平方米
 双曲铝单板厂家
¥650 元/平方米
双曲铝单板厂家
¥650 元/平方米
 双曲铝单板是什么价格?
¥650 元/平方米
双曲铝单板是什么价格?
¥650 元/平方米
 佛山双曲铝板生产厂
¥650 元/平方米
佛山双曲铝板生产厂
¥650 元/平方米
 双曲铝单板加工靠的是塑性成形
¥650 元/平方米
双曲铝单板加工靠的是塑性成形
¥650 元/平方米
 佛山铝单板附近厂家
¥180 元/平方米
佛山铝单板附近厂家
¥180 元/平方米
 双曲铝单板成型
¥650 元/平方米
双曲铝单板成型
¥650 元/平方米
 双曲铝单板是不是价格偏高?
¥650 元/平方米
双曲铝单板是不是价格偏高?
¥650 元/平方米


