- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


|

|

|

|

|

|

|

|

|

|
双曲铝单板调形过程就是调整基本体的高度、构造出模具型面的过程。按基本体调整机构工作原理的不同,调形可分成串行和并行两种基本方式。串行调形是依次调整每个(或同时调整几个)基本体的高度,构造出成形所需的形状,串行调形方式的调形效率较低。并行式调形是每个基本体都有独立的调形机构和数控系统,可以同时调整每个基本体的高度,明显提高了调形的效率。还可以把串行和并行两种调形方式结合起来。
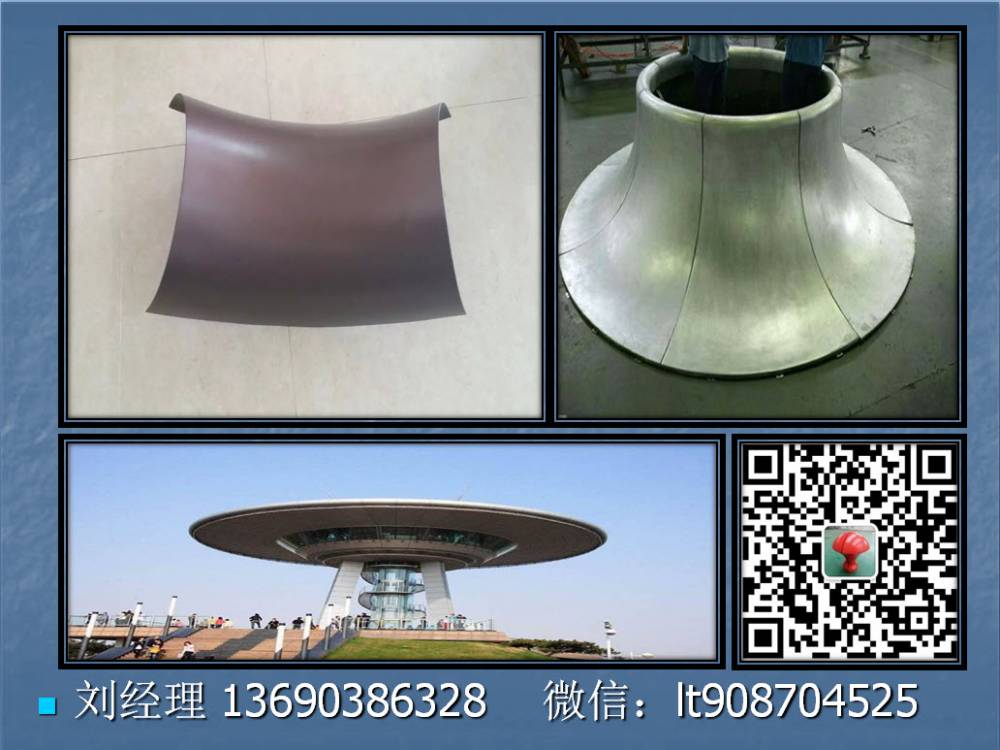






双曲铝单板加工的调形根据所加工零件的CAD模型,计算出每个基本体的调整高度,构造出多点模,这个过程由计算机控制;板料弯曲贴模:板料两边在夹钳的夹持以及拉形机的拉伸作用下弯曲贴模;拉伸:板料完全贴模后,做少量的拉伸,使整个板料所受的拉应力超过屈服点,目的是减小回弹,提高成形件的精度;卸载:完成拉形后,卸去拉形力,松开夹钳,拉形机回到初始位置,弹性垫恢复到原来的形状。


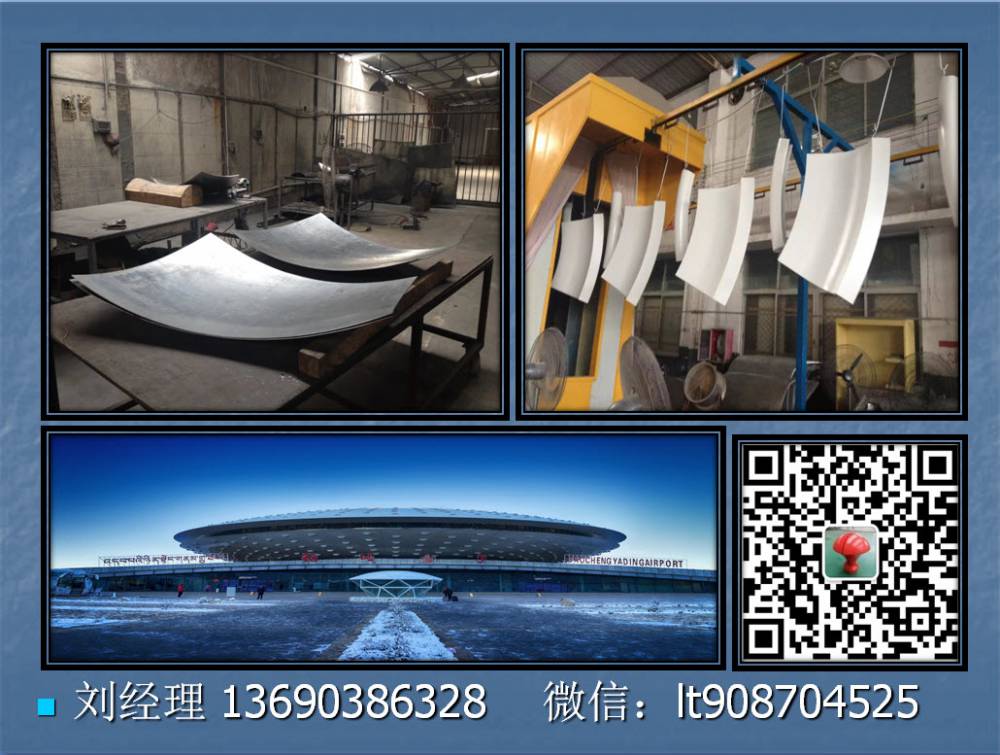






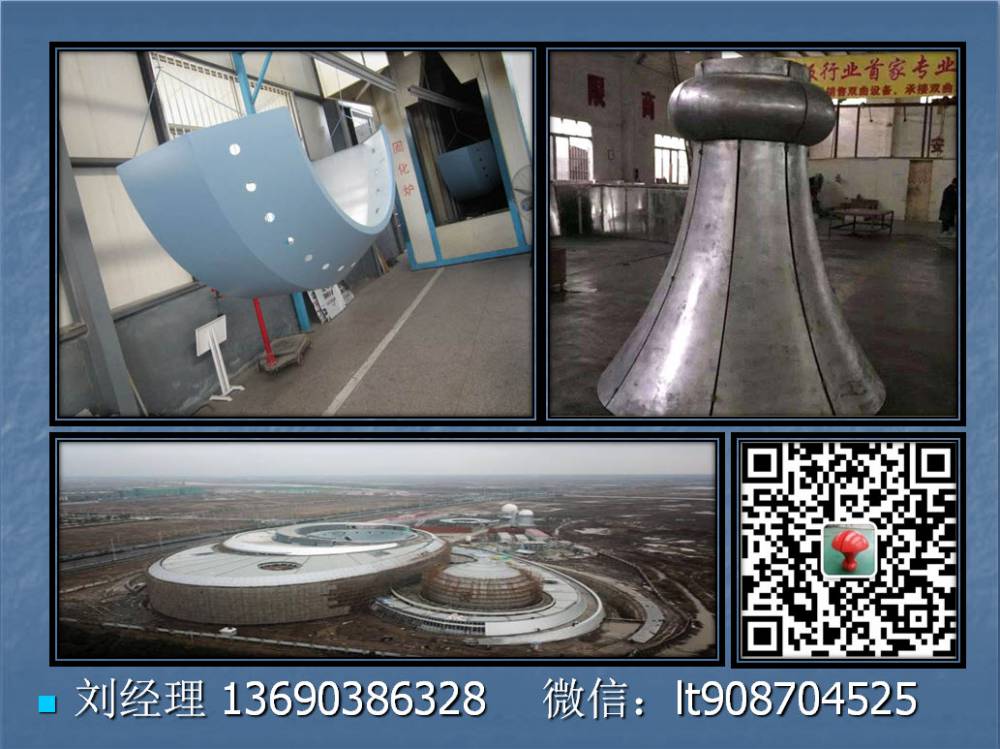
首先针对铝合金蒙皮材料对滑移线和粗晶敏感的原因及控制/滑移线和粗晶出现的工艺方法等进行基础研究,研究出滑移线和粗晶的临界变形程度、拉伸成形速度、毛料几何尺寸、模具几何参数、滑移和加载方式等的相互影响和规律。解决蒙皮拉伸成形时因变量大而出现表面缺陷,和因变形量不够引起外形准确度差这一相互矛盾的技术突进和基础工艺参数。根据基础研究所获得的工艺参数进行蒙皮数字仿真成形分析,确定蒙皮拉伸成形时在机床中的各种拉伸成形状态和成形质量,工装、拉伸毛料等在机床中的具体位置。进行工艺参数优化后的组合应用与生产验证。将通过基础研究和数字仿真成形分析所确定的拉伸成形工艺参数、拉伸成形方式、变形量等的相互定量关系,以及蒙皮拉伸成形时工装、拉伸毛料在机床中的摆放位置和拉伸成形的机床操作程序进行优化组合,选择典型蒙皮零件,较低限度要进行变薄量、贴模度与表面质量的生产验证。双曲铝单板厂家的操作工熟练掌握钣金工艺技术是非常必要的,有利于钣金件生产管理,是提高产品质量和降低成本的重要保证,是把双曲铝板价格从1500元/平方定格到450-800元/平方的可接受区间范围的坚实基础。
 不锈钢双曲板
¥1300 元/平方米
不锈钢双曲板
¥1300 元/平方米
 双曲不锈钢板
¥1500 元/平方米
双曲不锈钢板
¥1500 元/平方米
 双曲铝板的蒙皮数字化拉伸工艺流程
¥650 元/平方米
双曲铝板的蒙皮数字化拉伸工艺流程
¥650 元/平方米
 双曲铝单板生产
¥650 元/平方米
双曲铝单板生产
¥650 元/平方米
 双曲铝单板厂家
¥650 元/平方米
双曲铝单板厂家
¥650 元/平方米
 双曲铝单板是什么价格?
¥650 元/平方米
双曲铝单板是什么价格?
¥650 元/平方米
 佛山双曲铝板生产厂
¥650 元/平方米
佛山双曲铝板生产厂
¥650 元/平方米
 双曲铝单板加工靠的是塑性成形
¥650 元/平方米
双曲铝单板加工靠的是塑性成形
¥650 元/平方米
 佛山铝单板附近厂家
¥180 元/平方米
佛山铝单板附近厂家
¥180 元/平方米
 双曲铝单板成型
¥650 元/平方米
双曲铝单板成型
¥650 元/平方米
 双曲铝单板是不是价格偏高?
¥650 元/平方米
双曲铝单板是不是价格偏高?
¥650 元/平方米


