- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


|

|

|

|

|

|

|

|

|

|
双曲铝单板厂家的钣金成形使用的工艺装备数量较多。由于钣金件加工过程变形大,只有使用足够数量的工艺装备才能满足设计技术的要求,因此生产准备工作繁重。





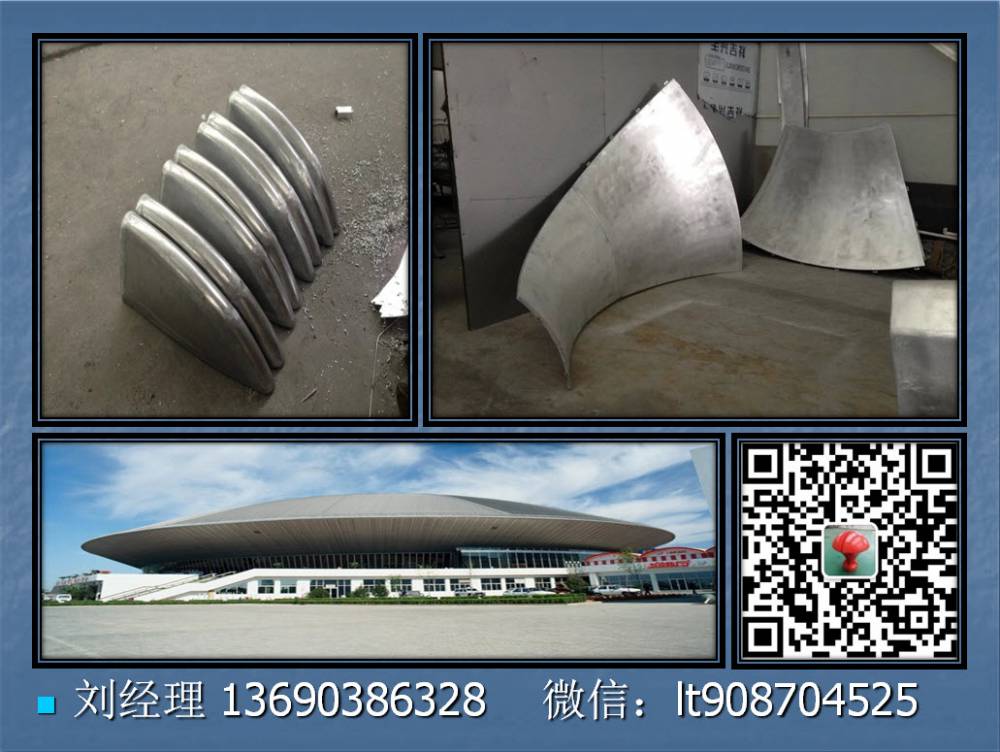


广泛采用样板、模胎和检验型板等刚性量具进行检验工作。双曲钣金生产的**道工序是使所需要的板料或毛料从整块板料分离开,即下料。由于钣金件形状复杂,且不规则,材料利用率一般只有60%至75%左右。绝大多数钣金件下料后再成形,因此,提高材料利用率具有重要意义。下料的方法很多,在生产中常根据毛料的几何形状、尺寸大小、材料种类、精度要求、产量和设备条件选择。主要方法有剪裁、铣切、冲裁、锯切和熔切等。







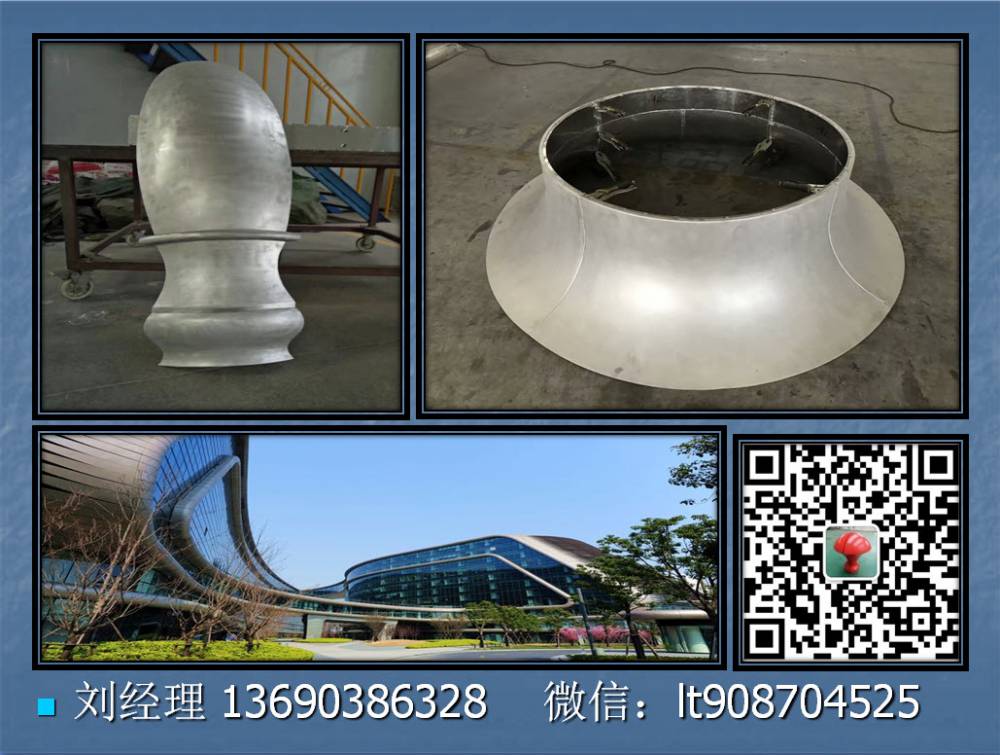
双曲钣金板件成形工艺方法很多,主要有手工成形、弯曲成形、拉深成形、橡皮成形、拉形成形、旋压成形和落压成形。提高抗腐蚀性能,需要在板材表面包裹一层纸铝,纯铝和氧作用会生成一层细密的AL2O3氧化薄膜,以防止进一步氧化。对于板件要求不同,阳极化分为无色阳极化和黄色阳极化。无色阳极化是将清洗干净的零件放于稀硫酸中起电解作用,生成氧化膜。而黄色阳极化是在重铬酸钾件(K2Cr2O7)溶液中浸煮20~25min,出了水化作用外还有重铬酸钾与氧化膜的化学作用,使零件表面呈黄绿色,该零件常用于钣金内壁防腐。黑色金属一般涂油保护,其零件表面处理方法可采用电镀。
 双曲铝单板厂家的手工成形方法
¥750 元/平方米
双曲铝单板厂家的手工成形方法
¥750 元/平方米
 双曲铝单板厂家的工艺方法很多
¥750 元/平方米
双曲铝单板厂家的工艺方法很多
¥750 元/平方米
 双曲铝单板厂家变形加工的基本特点
¥750 元/平方米
双曲铝单板厂家变形加工的基本特点
¥750 元/平方米
 双曲铝单板厂家的钣金加工工艺
¥750 元/平方米
双曲铝单板厂家的钣金加工工艺
¥750 元/平方米
 双曲铝单板厂家滚拉加工
¥750 元/平方米
双曲铝单板厂家滚拉加工
¥750 元/平方米
 双曲铝单板厂家钣金展开
¥750 元/平方米
双曲铝单板厂家钣金展开
¥750 元/平方米
 双曲铝单板厂家钣金成型
¥750 元/平方米
双曲铝单板厂家钣金成型
¥750 元/平方米
 双曲铝单板钣金成型厂家
¥750 元/平方米
双曲铝单板钣金成型厂家
¥750 元/平方米
 影响双曲铝单板价格的因素
¥750 元/平方米
影响双曲铝单板价格的因素
¥750 元/平方米
 双曲铝单板厂家的胀形工艺
¥750 元/平方米
双曲铝单板厂家的胀形工艺
¥750 元/平方米
 双曲铝单板厂家的工艺与模具加工
¥750 元/平方米
双曲铝单板厂家的工艺与模具加工
¥750 元/平方米


