- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


|

|

|

|

|

|

|

|

|

|
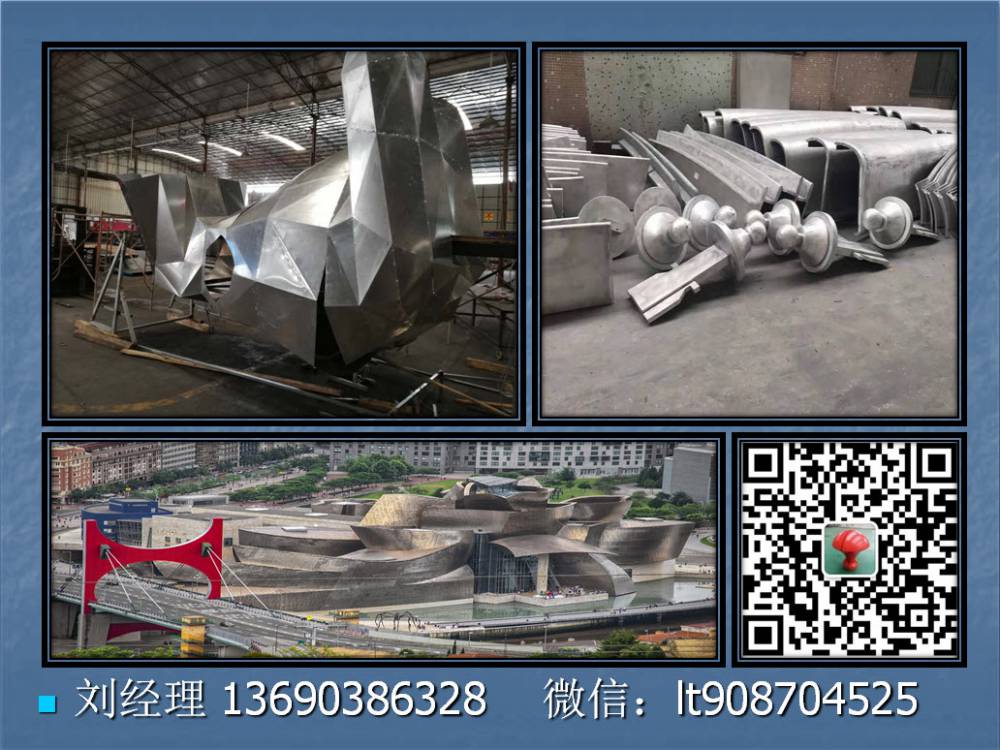
双曲铝单板厂家的钣金件的种类繁多,形式各异,成形方法多种多样,但*基本的变形方式不外乎是弯曲、翻边、拉深、局部成形(或膨胀)。板料成形时,材料的变形区往往是以上几种基本变形方式的复杂组合。因此,当分析一个具体的钣金件时,一方面必须将不同变形性质的部分加以明确区分,利用弯曲、翻边、拉深、局部变形等基本变形方式,作为分析零件变形特点的主要依据;另一方面还必须注意它们之间的相互联系,不能将不同变形性质的部分作为一个个单纯的基本变形方式孤立看待。








双曲钣金件的成形方法虽然很多,但从板料的变形性质来看,无非是“收”和“放”两种。所谓“收”就是依靠板料的收缩变形来成形板件,收的特点表现为板料纤维缩短,厚度增加。“收”的主要障碍时起皱。所谓“放”就是依靠板料的拉神变形来成形零件,放的特点表现为板料纤维伸长,厚度减薄。“放”的主要障碍时拉裂。例如外拔缘为“收”,翻边、局部成形为“放”,弯曲中性层以内为“收”,弯曲中性层以外为“放”。
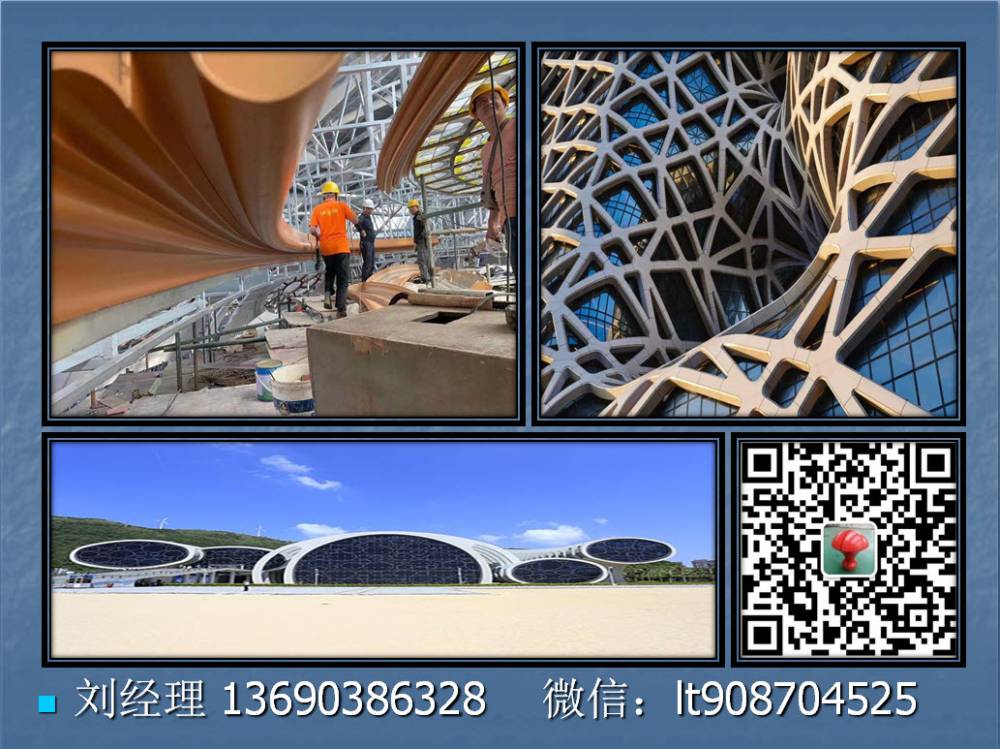






双曲钣金件构成双曲建筑装饰外观和气动外形,板件尺寸大小不一,形状复杂,选材各异,产量不等,品种繁多,质量控制严格,有一定的适用寿命要求,对成形后的零件有明确的力学性能和物理性能的要求,与其他行业的钣金零件相比技术要求高,加工难度大。钣金零件的制造是以专用设备为主,配合手工技艺和经验操作来实现的。钣金专用设备是双曲钣金工艺技术发展的标志和工艺技术预研成果的载体,对板件成形质量有着决定性作用。这些设备的研制周期长,技术含量高,投资巨大,社会需求量小,设备利用率不高,设备的更新较慢,这就要求技术工人必须具有良好的手工技艺。
 双曲铝单板厂家的手工成形方法
¥750 元/平方米
双曲铝单板厂家的手工成形方法
¥750 元/平方米
 双曲铝单板厂家的工艺方法很多
¥750 元/平方米
双曲铝单板厂家的工艺方法很多
¥750 元/平方米
 双曲铝单板厂家变形加工的基本特点
¥750 元/平方米
双曲铝单板厂家变形加工的基本特点
¥750 元/平方米
 双曲铝单板厂家的钣金加工工艺
¥750 元/平方米
双曲铝单板厂家的钣金加工工艺
¥750 元/平方米
 双曲铝单板厂家滚拉加工
¥750 元/平方米
双曲铝单板厂家滚拉加工
¥750 元/平方米
 双曲铝单板厂家钣金展开
¥750 元/平方米
双曲铝单板厂家钣金展开
¥750 元/平方米
 双曲铝单板厂家钣金成型
¥750 元/平方米
双曲铝单板厂家钣金成型
¥750 元/平方米
 双曲铝单板钣金成型厂家
¥750 元/平方米
双曲铝单板钣金成型厂家
¥750 元/平方米
 影响双曲铝单板价格的因素
¥750 元/平方米
影响双曲铝单板价格的因素
¥750 元/平方米
 双曲铝单板厂家的胀形工艺
¥750 元/平方米
双曲铝单板厂家的胀形工艺
¥750 元/平方米
 双曲铝单板厂家的工艺与模具加工
¥750 元/平方米
双曲铝单板厂家的工艺与模具加工
¥750 元/平方米


