- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


|

|

|

|
|

|

|

|

|

|
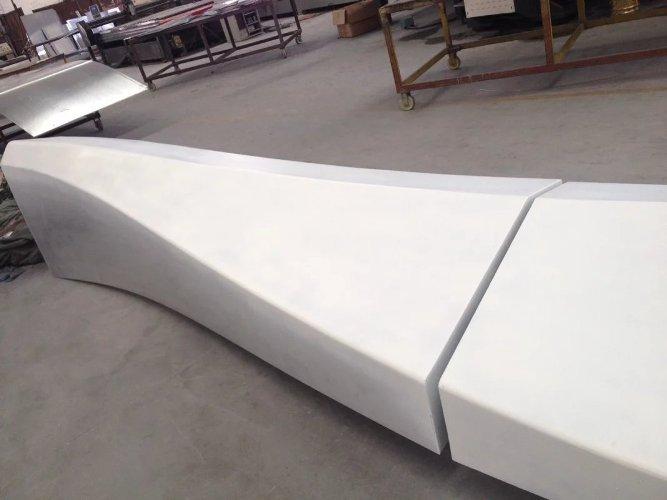
扭曲铝单板的滚弯成形方法的优点是通用性强不用专门制造模具,只需制作适合不同剖面形状和尺寸的滚轮,因此生产准备周期短,常用于小批量生产。扭曲铝单板的绕弯成形方法是工作时,工作台带动模具旋转,加压轮将铝板逐渐压入模具的空槽内,使铝板截面边缘得到刚性支持,减少零件内壁起皱以及剖面畸变、扭翘等现象。用这种方法制出的零件曲率半径有很大回弹,模具必须作出相应的修正。扭曲铝单板的拉弯成形是将板料在弯曲的同时加以轴向旋转拉力,改变板料剖面内的应力分布情况使之趋于均匀一致,以达到减少回弹,提高零件成形准确度的目的。








扭曲铝单板厂家采用落压成形的原因是现代建筑中有很多复杂形状的旋转零件外形极不规则,由于尺寸和形状的关系这类零件不能进行冲压成形往往采取落压成形。种类有预成形,采用展开料成形,分区依次成形,采用储料过渡。





















扭曲铝单板厂家的拉形成形是板料两端在拉形机夹钳夹紧的情况下随着拉形模的上升板材与拉形模接触产生不均匀的双向拉伸变形,使板料与拉形模逐渐贴合的成形方法。常用于旋转双曲度蒙皮的成形。蒙皮的拉形方式有两种横拉和纵拉。横拉是板料沿横向两端头夹紧在拉形模上升顶力和拉伸,夹钳横向拉力的双重作用下,使板料与拉形模贴合般用于横向曲度大的蒙皮零件成形。纵拉一般用于纵向曲度大的狭长形旋转蒙皮零件成形。













