- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


|
|

|
|

|

|

|

|

|

|
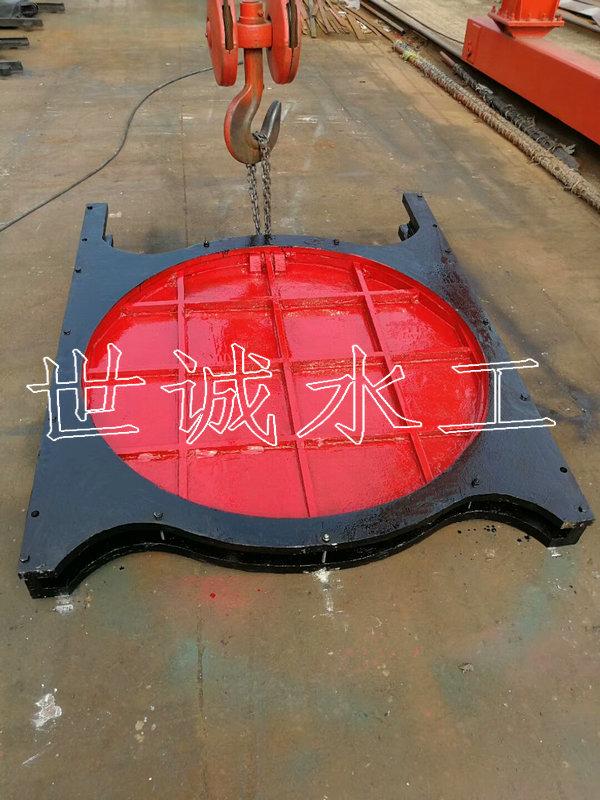
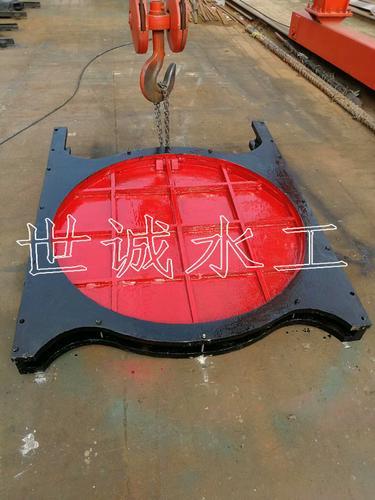
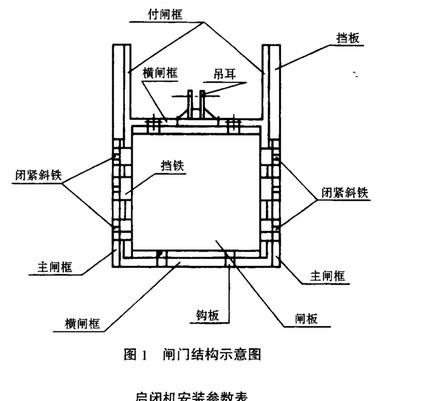
附壁式铸铁闸门结构:
门由阀座(阀体)、阀板、密封圈、铰链四部分构成。仅用于单向水流的圆形和方形出水口,结构严密,工作可靠,无需人力操作启闭力来自水源压力,当拍门内的水压大于拍门外侧压力则开启;反之则关闭。
适用介质:水,河水,江水,海水,生活,工业污水
适用范围 :适用于水利系统、市政污水、城市防洪排涝、污水处理厂、自来水厂等。
型号与规格:
方闸门:明杆式
附壁式铸铁闸门主要性能指标:
1、闸门密封面配合间隙≤0.1㎜,密封座厚度大于10㎜。
2、密封面每米长度渗水量:正向≤0.7L/min ·m反向≤1.25L/min ·m
3、公称压力≤0.1Mpa;密封试验压力0.1Mpa
4、工作环境:温度-20℃~120℃湿度:95%
附壁式铸铁闸门工作介质:水与污水PH值:5-10e)

单向止水附壁式铸铁闸门结构
安装位置:正常状态下正向迎水、处于铅垂状态。
1、*大工作水头:单向受压:正向:10m 反向:5m 双向受压:均为10mg)启闭速度:不小于0.2m/min,不大于1.5m/min。
2、闸框距边壁距离≥300㎜,距池底距离≥150㎜~250㎜。
附壁式铸铁闸门主要部件的材质如下:
闸板:灰口铸铁HT250闸框:灰口铸铁HT250
密封座:灰口铸铁HT200或铜合金2CuSn5Pb5Zn
楔块:灰口铸铁HT200或铜合金2CuSn5Pb5Zn
墙框:灰口铸铁HT250或碳钢Q235
导轨、吊耳:灰口铸铁HT250
闸杆:不锈钢2Cr13
吊块螺母:铜合金2CuSn5Pb5Zn紧固件、
地脚螺栓:不锈钢1Cr18Ni9Ti或Cr13
偏心销和销轴:不锈钢1Cr18Ni9Ti或Cr13
启闭机支座:灰口铸铁HT250或碳钢Q235所有的铸件都不能有砂眼、气孔、裂缝和其它缺陷。
双向止水附壁式铸铁闸门
附壁式铸铁闸门制作工艺方案
一、需方要求及施工图纸尺寸,经技术部、工艺部、质检部、生产部认可后方可组织生产。
二、整个生产过程将按照ISO9001质量体系认证的规程执行,严把质量关,同时做好质量原始记录的收集整理工作,作为竣工资料的组成部分。
三、对于关键工序(件)由质检人员到现场监督施工。
附壁式铸铁闸门具体工艺方案:
1、材料采购:
1.生铁、密封铜条等相关材料的采购必须有化学成份检验报告与机械性能检验报告。并对生铁、铜条等进行抽样检验,对不合格的原辅材料可以申请退货,检验合格后的材料方可入库并出具检验合格入库单,由生产部门领用。1.2同时模具车间按技术部图纸进行模具制作,做好生产前的准备。
五、闸门铸件毛坯的铸造:
2.开炉前,按照国家标准牌号进行炉料的配料,同时做好其它准备。
3、当炉前铁水基本达到出水温度时,进行炉前取样,送至理化实验室进行炉前化验,符合相关国家标准牌号的化学成份后,方可进行铁水的浇注。
4、毛坯铸造完成并进行清砂处理后,检验合格的所有闸门、闸框等铸件进行相应热处理,消除铸造内应力后进入后道工序进行机械加工。
5、铸铁闸门机械加工3.1金加工车间再次对铸件表面进行进一步清砂打磨处理,使其外观比较美观。
清洁有利于*后的表面油漆处理。
6、密封铜条与闸框、门体装配时用环氧树脂密封胶同时用沉头螺栓固定于闸框或门体上。沉头孔内也用环氧树脂填实,使其密封无渗漏;
7、各加工工序按技术部图纸进行机械加工,特别注意铸铁镶铜闸门的止水面加工时要严格按要求加工。
8、装配操作规程本规程适用于本公司生产的铸铁镶铜闸门生产过程中的装配试机及*终成品的检验。
9、.本公司生产的合格零部件和采购回来的合格配套件方可进入装配

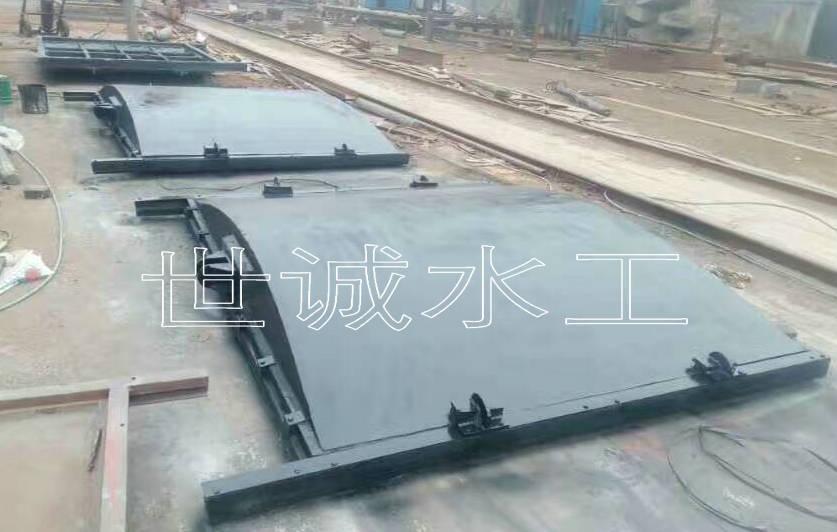
附壁式铸铁闸门安装现场
附壁式铸铁闸门(安装)使用说明书1、对传动等部位等各润滑点按规定加注润滑油脂;
2、能够手动的试机,先进行手动的试机,手动操作无异常后并确认可通电时,方可接通电源;技术要求每个闸门应成套地配备启闭机。手电两用启闭机本体应配有电控设备及起动停机按钮,并可将闸门的开/关状态信号送至PLC。并留有运程开关的PLC接口。电动机的防护等级为IP54、
3、闸门应为垂直安装的明杆式镶铜铸铁方(圆)闸门,每种闸门在污水中都
应能适合于正反向水压条件。丝杆材质为不锈钢,丝杆套用不锈钢制作并带有有机玻璃观察窗。闸门主要有门框、闸板、带有锡青铜的金属密闭面及可调楔型压块等组成,闸门应具有结构坚固、耐磨耐蚀性强、
安装使用方便的特点。当闸门长期使用密封面磨损时,则可调整楔块位置,便能恢复原密封性能。
A.一般要求
在*大工作水头下,闸门部件拉伸强度的安全系数不小于5。并在计算的基础上增加2mm的腐蚀余量。
B.闸框
闸框应加工成方形,以便与沟槽断面相匹配。闸门处于全开位置时,闸板
至少有一半仍然包含在闸框内。闸框的下边缘应有加工过的凹形槽,槽内嵌入有铜质的密封座面,并用和密封座面相同的材料制作的沉头螺钉与闸框连接,
此密封座面应加工到≤3.2μm的表面粗糙度。闸框背面也应进行加工,以便与预埋墙框的机械加工面直接栓接。闸框与墙框结合面在安装时应充填粘接剂。
C.闸板、导轨及吊耳
闸板应为整体铸造结构、矩形、带有整体浇铸的水平和垂直方向的加强筋。在*大负荷时,挠度不得大于构件长度的1/1500。闸板的滑动处应有加工过的凹形槽,槽内嵌入有铜质的密封座面,
并用与密封座面相同材料制成的沉头螺钉与闸板连接。整个闸板长度的每一边的滑动面处应加工成一台阶结构,此结构与导槽之间保持小于或等于5mm的间隙,闸板的四边均应有楔块,闸板上方的垂直中心线应固结或整体铸造吊耳,用于连接闸杆。
在闸板侧边与导轨之间的间隙不得大于3mm,导轨应用不锈钢沉头螺钉与闸框连接或与闸框铸成整体,以防止导轨与闸框之间的相对运动。闸门和闸框的底部应有防止闸板与闸框过度楔紧而设置的可调节顶块。
D.预埋墙框
预埋墙框应预埋在沟渠壁中。墙框应铸造得平整光滑,不致于滞留栅渣。
E.闸杆
闸杆螺纹根部的直径尺寸应保证闸杆能在*大允许冲击水头下正常工作。当闸门传动轴超过3m时,闸杆中间应设支撑装置,每3m可考虑设置一个支撑装置。
F.启闭机启闭机应满足下列要求:
双向止水附壁式铸铁闸门结构图
附壁铸铁闸门日常维护
1、运转过程中,如有杂物阻塞耙齿,应及时清理。
2、对轴承应及滑动部件定期添加润滑脂。如长期没有使用的情况下重新开机,必须先添加润滑脂。
3、在任何情况下确保齿轮油标定量提供,不足时用90#或150#机械油加至油位线。气湿达到-20℃应采用防冻机械油。
4、首次运转一个月更换机油。每隔3-6个月更换一次,如工作环境恶劣,可缩短换油时间。如长期没有使用的情况下重新开机,必须先更换机械油。
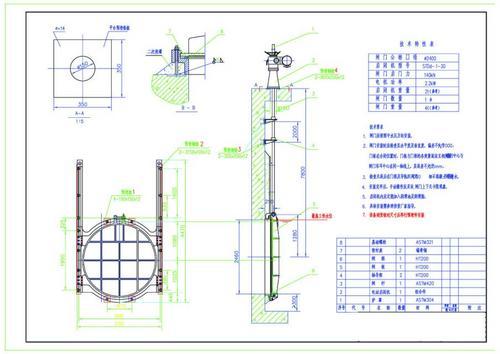
附壁式铸铁闸门安装图
联系人:鲍经理
公司电话:15130942599
手机号码:15130942599(微信同号)
电子邮件:412217960@qq.com
企业QQ:412217960 981149877
网址: www.delisg.com
公司地址:河北 邢台 新河县 新辛路东侧
邮编:055650
 缓冲式液压拍门 液压拍门
¥2300 元/台
缓冲式液压拍门 液压拍门
¥2300 元/台
 不锈钢机械格栅清污机机械格栅
¥89889 元/台
不锈钢机械格栅清污机机械格栅
¥89889 元/台
 伸缩缝用外贴式橡胶止水带
¥45 元/台
伸缩缝用外贴式橡胶止水带
¥45 元/台
 农灌用手电两用启闭机
¥1888 元/台
农灌用手电两用启闭机
¥1888 元/台
 机械格栅清污机 回转式格栅清污机安装
¥88686 元/台
机械格栅清污机 回转式格栅清污机安装
¥88686 元/台
 外贴式橡胶止水带现货
¥65 元/台
外贴式橡胶止水带现货
¥65 元/台
 管道铸铁圆闸门厂家直销
¥1888 元/台
管道铸铁圆闸门厂家直销
¥1888 元/台
 防止倒灌拍门、铸铁拍门、不锈钢拍门、钢制拍门
¥3500 元/台
防止倒灌拍门、铸铁拍门、不锈钢拍门、钢制拍门
¥3500 元/台
 渠道闸门各种型号规格厂家订货
¥980 元/台
渠道闸门各种型号规格厂家订货
¥980 元/台
 管道铸铁镶铜闸门附壁式铸铁闸门
¥3889 元/台
管道铸铁镶铜闸门附壁式铸铁闸门
¥3889 元/台
 橡塑复合止水橡皮 闸门止水橡皮定制 全国发货
¥85 元/台
橡塑复合止水橡皮 闸门止水橡皮定制 全国发货
¥85 元/台