- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件

|

|

|

|
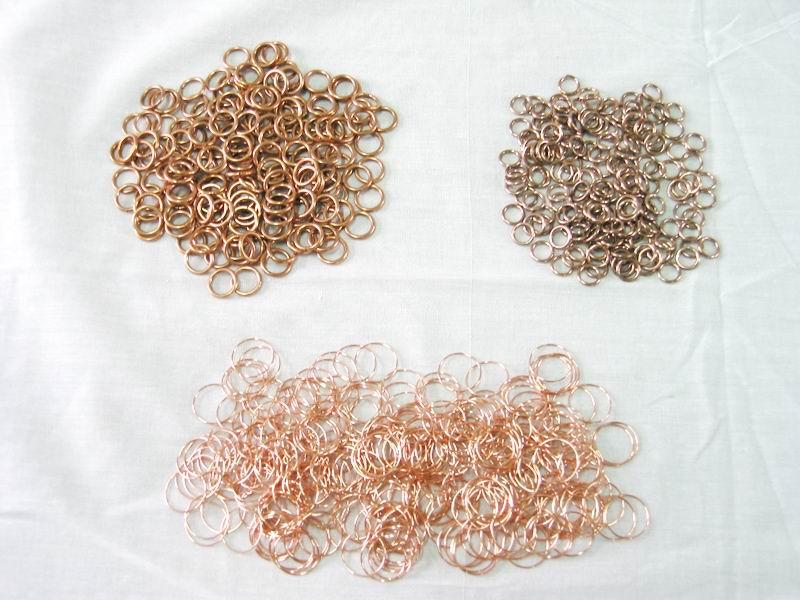
水龙头黄铜管件焊接用黑焊环|低银焊圈
银焊环钎焊过程的主要工艺参数是钎焊温度和保温时间。钎焊温度通常选为高于钎料液相线温度20℃~ 60 ℃,以保证钎料能填满间隙。钎焊保温时间视工件大小及钎料(银焊环/银焊圈)与母材相互作用的剧烈程度而定。大件的保温时间应长些,以保证加热均匀。钎料(银焊环/银焊圈)与母材作用强烈的,保温时间要短。

水龙头焊接银焊环主要应用于水龙头黄铜管件的焊接,具有流动性好,银焊环铺展能力强,填缝能力好,焊接温度低,焊后无沙眼光滑等特点。
水龙头焊接银焊环根据焊接不同水龙头及要求不同主要选用牌号有:
HAG-15B 含银15% 等同于美标AWS BCuP-5国标BCu80AgP及L204,具有接头塑性好,导电性提高,特别适用间隙不均场合。可钎焊承受振动载荷的铜及其合金接头的钎焊。熔点645-800摄氏度。
BAg45CuZnCd 主要化学成分:Ag:45±1,Cu:15±1,Cd:24±1,Zn:余量性能:钎焊温度635-760℃ 应用:适用于要求钎焊温度较低的材料。
BAg56CuZnSn 主要化学成分:Ag:56±1,Cu:22±1,Sn:5±0.5,Zn: 余量性能:钎焊温度650-760℃,具有熔点低,润湿性和填充间隙能力好,钎焊接头强度和抗腐蚀性能高特点应用:适用于钎焊铜合金,如:铜波管,金属眼镜架,精密电表的分流器等。
HAG-5B 含银5% 等同于美标AWS BCuP-3国标BCu88PAg及L205,有一定塑性,适用不能保持紧密配合的铜及其合金接头的焊接。熔点645-815摄氏度。
黄铜水龙头高频钎焊用黑焊环主要应用于水暖卫浴黄铜管件的焊接,具有流动性好,黑焊环铺展能力强,填缝能力好,焊接温度低,焊后无沙眼光滑等特点。
黑焊环与银焊环相比具有成本低,但温度相比又较低,流动性比高银焊圈还要好。是非常理想替代传统银焊环的产品。能有效降成本,提高生产效率。
| 主要产品加工能力 | 1、银焊丝系列:Φ0.25~Φ5.0mm银焊丝; |
| 2、银焊条系列:Φ0.3~Φ5.0mm银焊条,1.3×3.15扁焊条 | |
| 3、银焊片系列:厚度为0.08~0.4mm银焊片,宽度1~120mm银焊片。 | |
| 4、银焊环系列:丝径Φ0.4~Φ3.0mm银焊环、内径Φ2.0mm以上各种规格银焊环。 | |
| 5、钎料膏系列:紫铜焊膏、黄铜焊膏、磷铜焊膏、镍焊膏、银焊膏等。 | |
| 6、其它钎料:银焊粒、片形环、非晶钎料、三明治焊片、铜铝焊丝。 | |
| 7、钎剂系列:银焊膏、黑焊膏、银焊粉、气体助焊剂。 |
 广东膏状银钎料厂家|膏状银焊料价格
¥580 元/个
广东膏状银钎料厂家|膏状银焊料价格
¥580 元/个
 银焊线供应商|广东银焊丝价格
¥178 元/个
银焊线供应商|广东银焊丝价格
¥178 元/个
 药芯铝焊丝批发|药芯铝焊环厂家直销
¥480 元/个
药芯铝焊丝批发|药芯铝焊环厂家直销
¥480 元/个
 均温板炉中钎焊用PH600铜焊膏
¥280 元/个
均温板炉中钎焊用PH600铜焊膏
¥280 元/个
 热销银焊条—广东优质银焊料价格怎么样
¥178 元/个
热销银焊条—广东优质银焊料价格怎么样
¥178 元/个
 自动钎焊用银焊丝|硬质合金焊银焊丝
¥178 元/个
自动钎焊用银焊丝|硬质合金焊银焊丝
¥178 元/个
 火焰钎焊黄铜用银焊条
¥178 元/个
火焰钎焊黄铜用银焊条
¥178 元/个
 热销银焊片—广东售买银焊片价格怎么样
¥178 元/个
热销银焊片—广东售买银焊片价格怎么样
¥178 元/个
 不锈钢与铜管焊银焊环|高频焊接银焊圈
¥178 元/个
不锈钢与铜管焊银焊环|高频焊接银焊圈
¥178 元/个
 硬质合金焊银焊片|自动焊接银焊片
¥178 元/个
硬质合金焊银焊片|自动焊接银焊片
¥178 元/个
 真空炉钎焊用镍焊膏
¥460 元/个
真空炉钎焊用镍焊膏
¥460 元/个


