- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


|

|
|

|

|

|
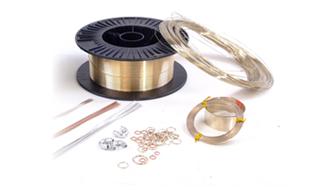
不锈钢与铜管焊银焊环|高频焊接银焊圈
焊环工艺特点:
1,焊圈流动性好,价格便宜,工艺性能优良;
2,银焊环具有不高的熔点,良好的湿润性和填满间隙的能力;
3,银焊圈接头强度高,塑性好,导电性和耐腐蚀性优良;
4,铜基银焊环在钎焊铜及银有自钎性,可不用钎剂。适用于接触焊,气体火焰焊,高频钎焊及某些炉中钎焊,钎焊接头具有较好的强度及导电性。
5,在钎焊电器产品也具体良好的导电性。

银焊环圈生产加工能力:
我工厂拥有制环机五十余台,单班单机常规焊环生产能力达40~50公斤。另有手工制环工艺设备,能满足用户各种规格尺寸要求。银焊环内径*小规格2.0mm起
银焊环规格常规格表示方式为:线径*内径(线径*小规格0.3mm起,内径*小规格2.0mm起)。线径是指焊线的直径(粗细),内径是指银焊圈的内也直径。另还有多圈焊环(指两圈以上的焊环叠在一起的焊圈)和冲制成型的片型焊圈(即将片型的银焊料根据相关要求冲压成相应的片型环)。
在焊接铜管和不锈钢管(或铁)时普通的焊接方法是无法进行有效的连接。钎焊是有效将黄铜管和不锈钢管(或铁)连接起来的焊接方法,银焊料(银焊环)是*佳的钎焊材料的选择。
银焊环或银焊圈钎焊常用的工艺方法较多,按热源区分为火焰钎焊、高频感应钎焊(高频焊接)、炉中钎焊、电阻钎焊、真空钎焊等;按工作过程分为接触反应钎焊和扩散钎焊等。
钎焊是利用熔点比铜管(铜合金)和不锈钢管(或铁)温度低的银焊料(银焊环),通过合适的加热源,加热铜管(铜合金)和不锈钢管(或铁),把银焊环融化在铜管(铜合金)和不锈钢管(或铁)之间的焊缝处,起到焊接的作用。
钎焊过程的主要工艺参数是钎焊温度和保温时间。钎焊温度通常选为高于钎料液相线温度20℃~ 60 ℃,以保证钎料能填满间隙。钎焊保温时间视工件大小及钎料(银焊环/银焊圈)与母材相互作用的剧烈程度而定。大件的保温时间应长些,以保证加热均匀。钎料(银焊环/银焊圈)与母材作用强烈的,保温时间要短。
公司拥有专业的技术团队,可根据用户焊接铜管和不锈钢管(或铁管)要求提供相应钎焊技术咨询、钎焊操作培训、焊接工艺改进、遴选银焊环等服务,以满足广大用户的需求。
 真空炉钎焊用镍焊膏
¥460 元/个
真空炉钎焊用镍焊膏
¥460 元/个
 药芯铝焊丝批发|药芯铝焊环厂家直销
¥480 元/个
药芯铝焊丝批发|药芯铝焊环厂家直销
¥480 元/个
 银焊线供应商|广东银焊丝价格
¥178 元/个
银焊线供应商|广东银焊丝价格
¥178 元/个
 广东膏状银钎料厂家|膏状银焊料价格
¥580 元/个
广东膏状银钎料厂家|膏状银焊料价格
¥580 元/个
 均温板炉中钎焊用PH600铜焊膏
¥280 元/个
均温板炉中钎焊用PH600铜焊膏
¥280 元/个
 热销银焊条—广东优质银焊料价格怎么样
¥178 元/个
热销银焊条—广东优质银焊料价格怎么样
¥178 元/个
 自动钎焊用银焊丝|硬质合金焊银焊丝
¥178 元/个
自动钎焊用银焊丝|硬质合金焊银焊丝
¥178 元/个
 火焰钎焊黄铜用银焊条
¥178 元/个
火焰钎焊黄铜用银焊条
¥178 元/个
 热销银焊片—广东售买银焊片价格怎么样
¥178 元/个
热销银焊片—广东售买银焊片价格怎么样
¥178 元/个
 不锈钢与铜管焊银焊环|高频焊接银焊圈
¥178 元/个
不锈钢与铜管焊银焊环|高频焊接银焊圈
¥178 元/个
 硬质合金焊银焊片|自动焊接银焊片
¥178 元/个
硬质合金焊银焊片|自动焊接银焊片
¥178 元/个


