- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


|
|

|

|

|

|

|

|

|

|
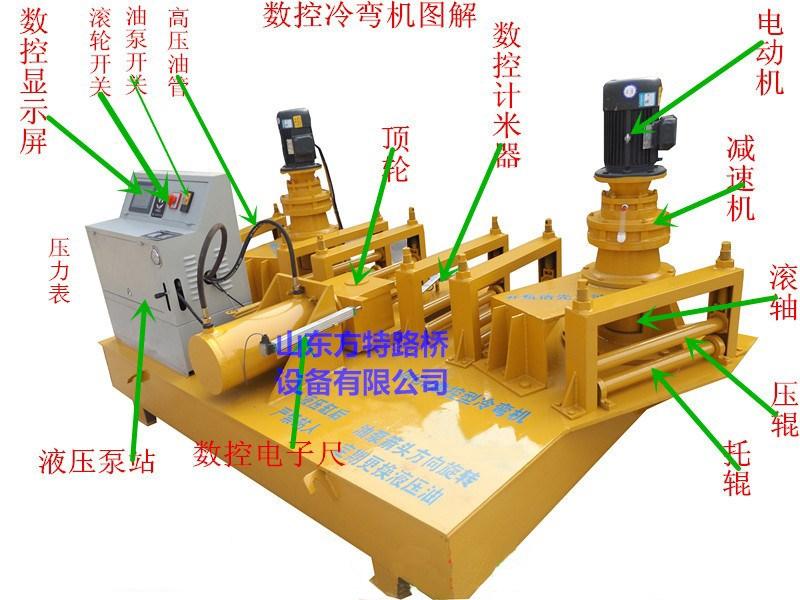
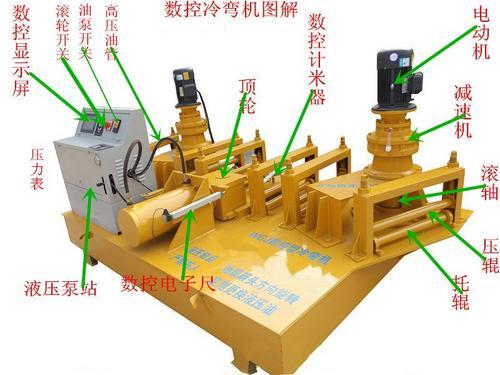
控工字钢冷弯机是目前隧道施工的必备设备,主要应用于钢拱架的冷加工。该机采用三菱控制系统、MCGS人机界面自动控制,可以对钢轨、工字钢、H型钢进行冷加工。效率高,无需进行热加工,加工的拱架强度高,成型好,操作方便等优点,广泛用于隧道施工中。,该机是钢拱架制造的理想设备。
基本技术参数
1、液压系统额定压力:20Mpa
2、油缸移动速度:3.5--5.5mm/s
3、 滚轮线速度:3.8m/min
4、总功率:12KW 转动电机:2X4KW 油泵电机:4KW
5、*小弯曲半径:2m
6、总体尺寸(长 *宽 *高):2500*1500*1300
7、本机重量:2300KG
本机需用三相四线制供电:A\B\C\N。零线N不能不接或接错 !!!
四、电气操作使用说明
1、按照三相四线正确接好电源后,打开配电柜内部的分断器,控制系统得电。开启油泵电机,推进油缸自动复位到原点停止。原点传感器指示灯亮。
2、把要加工的型材放好。
人机界面上电自动开启。点击屏幕下部的“设定”按钮进入工件设定界面:
点击“型号”后面的输入框。输入型材的规格(单位:毫米)
点击“半径”后面的输入框,输入需要的成品半径(点位:毫米)。检查输入的数值是否正确,准确无误后确认。如果两个左右运行电机位置在外部,点击“1#确认”。如果两个左右运行电机位置在内部。则点击“2#确认”按钮。自动计算出的“脉冲数”和“测算值”会显示到屏幕上。测算值是指油缸前进的位移量(毫米)。脉冲数是指当前型号和半径书计算出的内部数字。设定完毕点击下方的“调整”按钮进入调整界面。
点击屏幕上的启动左行(或右行)按钮,两个运行电机启动。按下配电柜面板上的“前推”按钮。让油缸滚轮前进到贴近型材。然后点击屏幕上的“前推”,推进油缸自动往前进给,每次前进2--3毫米,直至到设定半径位置,油缸自动停止前进,此时配电柜上方的“推进到位”指示灯亮。
在油缸自动进给的过程中,左行(或右行)电机在沿一个方向运行。当型材尾部接近走完时。点击按屏幕上“左右行停止”按钮。再点击右行(或左行)让型材朝相反方向运动,直至油缸推进指示灯亮后,再按“左右行停止”按钮,对接下一根型材。
对接完成以后,再次屏幕上的点击“左行”(或右行)按钮继续朝单方向行走,直至到所需弧度,切割----继续前行---对接下一根---前进。如此循环。到做完本规格。设定下一个规格重复上述过程。
工作结束后请点击屏幕上的“后退”按钮。让油缸推进滚轮推到初始原点位置。关闭油泵。


 厂家直销方特路桥32型手提式液压钢筋弯曲机
¥6500 元/台
厂家直销方特路桥32型手提式液压钢筋弯曲机
¥6500 元/台
 YGT-2200数控钢筋笼卷笼机
¥250000 元/台
YGT-2200数控钢筋笼卷笼机
¥250000 元/台
 山东方特路桥数控钢筋网片排焊机
¥68000 元/台
山东方特路桥数控钢筋网片排焊机
¥68000 元/台
 直销方特路桥多功能联合冲剪机
¥75000 元/台
直销方特路桥多功能联合冲剪机
¥75000 元/台
 厂家直销方特路桥YGTB-32立式数控钢筋弯曲中心
¥150000 元/台
厂家直销方特路桥YGTB-32立式数控钢筋弯曲中心
¥150000 元/台
 山东方特路桥YGTG-12数控钢筋弯箍机
¥140000 元/台
山东方特路桥YGTG-12数控钢筋弯箍机
¥140000 元/台
 山东方特路桥YGTB-32数控钢筋弯曲机
¥170000 元/台
山东方特路桥YGTB-32数控钢筋弯曲机
¥170000 元/台
 方特路桥YGT-1600数控钢筋笼滚焊机
¥230000 元/台
方特路桥YGT-1600数控钢筋笼滚焊机
¥230000 元/台
 山东方特路桥数控工字钢冷弯机
¥45000 元/台
山东方特路桥数控工字钢冷弯机
¥45000 元/台
 厂家直销方特路桥YGTC-50数控小导管冲孔尖头机
¥150000 元/台
厂家直销方特路桥YGTC-50数控小导管冲孔尖头机
¥150000 元/台
 厂家供应方特路桥YGTZ-2000全自动焊钢筋弯圆机
¥100000 元/台
厂家供应方特路桥YGTZ-2000全自动焊钢筋弯圆机
¥100000 元/台