- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件

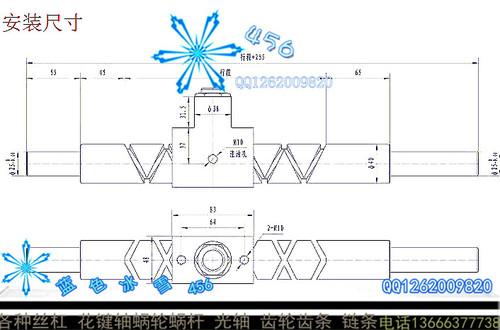
纺织机械行业中 ,往复丝杠是一种常用而制造工艺又复杂的零件。在金属针布磨削辅机、丝束缠绕等设备中都用到往复丝杠这种零件 (如图 1)。这类零件一般螺矩T较大
,螺旋升角 β大 ,槽宽b较窄 ,因此加工难度较大 ,本文通过实例对往复丝杠的加工工艺方法进行了论述。图
1 零件图及展开图
一、大批量普通往复丝杠的加工这类零件的槽宽b一般没有精度要求
,功能主要是实现一定螺距的往复运动。由于批量较大 ,在加工工艺中一般使用往复丝杠专用机床加工
,因而专用机床靠模的加工成为该类零件加工的关键。1 靠模制造的传统工艺靠模的安装尺寸 ,要按照往复丝杠车床的原靠模设计制造 ,螺纹部分的外径也要按照往复丝杠靠模制造
,而螺纹部分的螺距、螺纹长度以及两端往返所需过渡圆弧要按照现有件号尺寸制造
其传统的加工工艺为 :划往复丝杠加工线→ (普通立铣上
)铣两端过渡圆弧及左右螺旋槽一段→钳工修抛两端过渡圆弧→车左、右旋往复螺纹→修抛接刀处使其光滑。这种加工方法大多情况在普通机床就可完成全部加工工序
,在实际加工中存在以下问题 :⑴靠模螺矩T超出车床螺纹铭牌范围的 ,需要设计制造专用车床挂轮才能进行靠模加工

 往复丝杠定制往复丝杆现货专业一件定制
¥120 120元/台
往复丝杠定制往复丝杆现货专业一件定制
¥120 120元/台
 TR20*16梯形丝杠多头丝杠,厂家直销,专业定短丝杠【多头丝杆】
¥120 120元/台
TR20*16梯形丝杠多头丝杠,厂家直销,专业定短丝杠【多头丝杆】
¥120 120元/台
 大螺距双线小梯形丝杠,超大跨度,全国销售
¥100 120元/台
大螺距双线小梯形丝杠,超大跨度,全国销售
¥100 120元/台
 往复丝杠,纺织机械往复丝杠,来图加工定制往复丝杆
¥260 120元/台
往复丝杠,纺织机械往复丝杠,来图加工定制往复丝杆
¥260 120元/台
 纺织机械专用往复丝杠,来回丝杆专业,现货抢购(氮化)处理完成
¥280 120元/台
纺织机械专用往复丝杠,来回丝杆专业,现货抢购(氮化)处理完成
¥280 120元/台
 往复丝杠的【一件定制】让产品样品更加真实
¥100 120元/台
往复丝杠的【一件定制】让产品样品更加真实
¥100 120元/台
 大型丝杠,直径400长15米大型梯形丝杠厂家直销*低价
¥1500 120元/台
大型丝杠,直径400长15米大型梯形丝杠厂家直销*低价
¥1500 120元/台
 往复丝杠,特殊往复丝杠,专业加工批发厂家直销,单件定制,多件批发含路费
¥200 120元/台
往复丝杠,特殊往复丝杠,专业加工批发厂家直销,单件定制,多件批发含路费
¥200 120元/台
 CA6163丝杠TR30*6左 长度502mm CW6263丝杆,沈阳大连丝杠
¥100 120元/台
CA6163丝杠TR30*6左 长度502mm CW6263丝杆,沈阳大连丝杠
¥100 120元/台


