- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


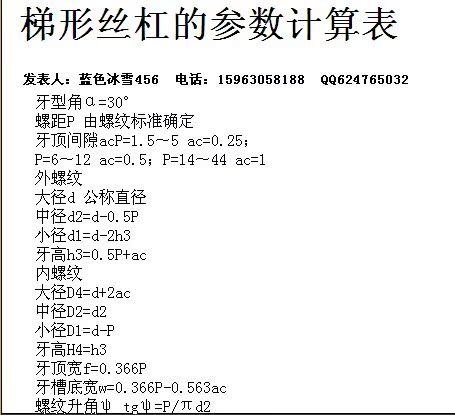
摘要:应用数控车床加工多头螺纹(或蜗杆)是目前生产中常用的方法,对于精度要求较高的多头螺纹(或蜗杆)加工,要经过粗车和精车两个工艺过程,并且要在粗车和精车两个工艺过程之间加上测量环节,根据测量值进行数控车床的磨耗调整后再进行精加工,就能达到很高的加工精度。
关键词:多头丝杠螺纹;蜗杆;磨耗;精度
利用数控车床加工螺纹具有编程简单,操作方便的特点,能大大提高生产强度。但在高精度多头丝杠螺纹的车削加工过程中,不仅要保证多线螺纹(或蜗杆)的尺寸精度和形状精度(每条螺纹的小径要相等,每条螺纹的牙型角也要相等),而且还要保证几条螺纹的相互位置精度(分线精度)。
多头螺纹(或蜗杆)各螺旋槽在轴向是等距分布的,在端面上螺旋线的起点是等角度分布的。在数控车床上加工螺纹分线的方法跟普通车床一样有轴向分先发和圆周分线法两种,对于有主轴分度功能的数控车床可以采用圆周分线法,不具备主轴分度功能的经济型数控车床常用轴向分线法,这两种分线方法在数控车床上加工螺纹都能够得到较高的分线精度。
1. 数控车床加工丝杠螺纹常用指令
数控车床加工螺纹常用G32、G92和G76三条指令。其中指令G32用于加工单头螺纹,编程任务重,程序复杂;而采用指令G92,可以实现简单螺纹切削循环,使程序编辑大为简化,但要求工件坯料事先必须经过粗加工。指令G76,克服了指令G92的缺点,可以将工件从坯料到成品螺纹一次性加工完成。且程序简捷,可节省编程时间。
2 . 数控车床加工多头丝杠螺纹的工艺安排
高精度多头丝杠螺纹的加工不能像加工普通单头螺纹一样,利用数控车床提供螺纹加工指令编程一次加工成型,必须要经过粗车和精车两个工艺过程,并且要在粗车和精车两个工艺过程之间加上测量环节,根据测量值进行数控车床的磨耗调整后再进行精加工,这样才能够保证多头螺纹(或蜗杆)的尺寸精度和形状精度。
2. 实例应用分析
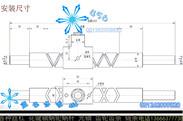
单头梯形螺纹的加工方法常采用左右切削法,数控编程常采用子程序调用或宏程序编程的方法。对于双头螺纹,当**条螺旋线加工完成后,第二条螺旋线的加工起始位置在Z方向偏移一个螺距即可,但粗加工两条螺旋线的时候一定要在留有一定的精加工余量以便测量调整再进行精加工。
图1 所示两条螺旋槽粗车完毕后,应用齿厚卡尺测量,测量方法是将齿厚卡尺调到0.5P(P为螺距)的尺寸,测量A、B、a、b的尺寸。测量后可能会出现如下4种情况:
(1)A>B,a>b
1.A-B= a-b则需精车第4侧面,在数控车床Z磨耗值输入(a-b),再运行**螺旋槽程序,车去(a-b),使A=B、,a=b即可。
2. A-B> a-b,则需先精车第4侧面,方法如上1,使a=b,再精车第4、1侧面,在数控车床Z磨耗值分别输入(a-b),-(a-b),运行**螺旋槽程序分别在第4、1侧面车去(a-b),使a=b,再精车第4、1侧面,在数控车床Z磨耗值分别输入、[(A-B)-(a-b)]/2,-[(A-B)-(a-b)]/2,运行**行螺旋槽程序在第4、1侧面分别车去[(A-B)-(a-b)]/2,使A=B、a=b即可。
3. A-B< a-b,则先精车第4侧面,在数控车床Z磨耗值输入(A-B),运行**螺旋槽程序车去(A-B),使A=B,再精车第2、4侧面,在数控车床Z磨耗值输入-[(A-B)-(a-b)]/2运行第二螺旋槽程序,输入[(A-B)-(a-b)]/2,运行**螺旋槽程序,分别车去[(A-B)-(a-b)]/2,使A=B,a=b即可。
(2)B>A,b>a
1 B-A=b-a则需精车第3侧面,在数控车床Z磨耗值输入(b-a)运行第二螺旋槽程序车去(b-a),使B=A、b=a即可。
2 B-A>b-a则需先精车第3侧面,在数控车床Z磨耗值输入(B-A)运行第二螺旋槽程序车去(B-A),使B=A,再精车3、1侧面,在数控车床Z磨耗值输入[b-a)-(B-A)]/2运行第二螺旋槽程序车去[b-a)-(B-A)]/2
运行第二螺旋槽程序车去[b-a)-(B-A)]/2,再在数控车床Z磨耗值输入-[b-a)-(B-A)]/2运行**螺旋槽程序车去[b-a)-(B-A)]/2,使B=A,b=a即可。
(3)B>A,a>b
1 B-A=b-a则需先精车第2侧米娜,方法如上1,再精车2、3侧面,在数控车床Z磨耗值分别输入-[(b-a)-(B-A)]/2,[b-a)-(B-A)]/2,运行第二螺旋槽程序分别车去[(b-a)-(B-A)]/2,使B=A,a=b即可。
3 B-A
4.A>B ,b>a
1.A-B=b-a,则需精车第1侧面,在数控车床Z磨耗值输入(b-a),再运行**螺旋槽程序车去(b-a),使A=B,a=b即可。
2. A-B
3.A-B
以上四种情况全部操作完成后,提醒螺纹的牙型尺寸及基本合格,但提醒螺纹中径还未合格,这时只需精车削**螺旋槽的第1侧面,用公法线千分尺测量,中经合格后,再精车第二螺旋槽的第2侧面,车去的余量与第1侧面一样,这时第二条螺旋槽中径也合格了,并且A=B,a=b,那么这个双线梯形螺纹车削就全部完成了。
本公司专业生产丝杠 花键轴蜗轮蜗杆 细长轴阶梯轴,齿轮,来图加工定制,厂家直销,多头丝杠,短丝杠,细丝杠,螺母,螺栓。
15963058188 QQ624765032
淘宝 : 蓝色冰雪3456 蓝色冰雪456


 往复丝杠定制往复丝杆现货专业一件定制
¥120 元/个
往复丝杠定制往复丝杆现货专业一件定制
¥120 元/个
 TR20*16梯形丝杠多头丝杠,厂家直销,专业定短丝杠【多头丝杆】
¥120 元/个
TR20*16梯形丝杠多头丝杠,厂家直销,专业定短丝杠【多头丝杆】
¥120 元/个
 大螺距双线小梯形丝杠,超大跨度,全国销售
¥100 元/个
大螺距双线小梯形丝杠,超大跨度,全国销售
¥100 元/个
 往复丝杠,纺织机械往复丝杠,来图加工定制往复丝杆
¥260 元/个
往复丝杠,纺织机械往复丝杠,来图加工定制往复丝杆
¥260 元/个
 纺织机械专用往复丝杠,来回丝杆专业,现货抢购(氮化)处理完成
¥280 元/个
纺织机械专用往复丝杠,来回丝杆专业,现货抢购(氮化)处理完成
¥280 元/个
 往复丝杠的【一件定制】让产品样品更加真实
¥100 元/个
往复丝杠的【一件定制】让产品样品更加真实
¥100 元/个
 大型丝杠,直径400长15米大型梯形丝杠厂家直销*低价
¥1500 元/个
大型丝杠,直径400长15米大型梯形丝杠厂家直销*低价
¥1500 元/个
 往复丝杠,特殊往复丝杠,专业加工批发厂家直销,单件定制,多件批发含路费
¥200 元/个
往复丝杠,特殊往复丝杠,专业加工批发厂家直销,单件定制,多件批发含路费
¥200 元/个
 CA6163丝杠TR30*6左 长度502mm CW6263丝杆,沈阳大连丝杠
¥100 元/个
CA6163丝杠TR30*6左 长度502mm CW6263丝杆,沈阳大连丝杠
¥100 元/个


