- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件

|
|

|

|

|

|

|

|

|

|
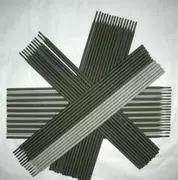
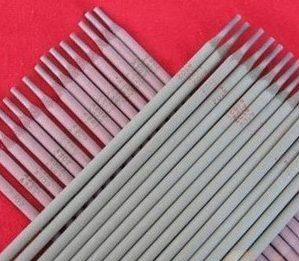
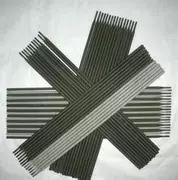
符合国标:GB/T 983 E308-16
相当美标:AWS A5.4 E308-16
ISO 3581-B:2003 ES308-16
说明:钛型Cr19Ni10不锈钢焊条,施焊时药皮具有不发红、不开裂的特点,具有良好的力学性能及抗晶间腐蚀性,熔敷金属具有良好的力学性能及抗晶间腐蚀性能,特别适宜于薄板平焊。
用途:用于焊接工作温度低于300的耐腐蚀的06Cr19Ni10及06Cr18Ni11Ti不锈钢结构。产品广泛用于海洋石油、天然气、压力容器、化工、军工、交通运输、矿山、水利等机械行业。
熔敷金属化学成分
CMnSiCrNiMoCuSP0.080.52.50.918.021.09.011.00.750.750.030.04
熔敷金属力学性能:试验项目Rm/MPaA()保证值55035参考电流:焊条直径/mm2.02.53.24.05.0焊接电流/A2550507080110130160160200 A101不锈钢焊条注意事项:
1、焊前焊条须经250左右烘焙1小时,随烘随用;
2、因交流焊接时,熔深较浅,尽可能采用直流电源;
 D337铸钢堆焊焊条 铠阔牌锻钢耐磨焊条
¥37 公斤
D337铸钢堆焊焊条 铠阔牌锻钢耐磨焊条
¥37 公斤
 D628锤击式磨煤机锤头,风扇式磨煤机冲击板堆焊焊条
¥40 公斤
D628锤击式磨煤机锤头,风扇式磨煤机冲击板堆焊焊条
¥40 公斤
 E240 -15不锈钢焊条、焊接铬17锰13钼氮的不锈钢焊条、A707铬镍不锈钢焊条
¥69 公斤
E240 -15不锈钢焊条、焊接铬17锰13钼氮的不锈钢焊条、A707铬镍不锈钢焊条
¥69 公斤
 直销A062不锈钢焊条、核反应堆压力容器内壁过渡层堆焊和塔内构件焊接的不锈钢焊条
¥42 公斤
直销A062不锈钢焊条、核反应堆压力容器内壁过渡层堆焊和塔内构件焊接的不锈钢焊条
¥42 公斤
 D547MoD557高压阀门密封面的堆焊焊条
¥36 公斤
D547MoD557高压阀门密封面的堆焊焊条
¥36 公斤
 DC03耐磨焊条 DC03合金耐磨焊条 路桥建设用旋挖钻机挖掘齿及筒壁耐磨堆焊焊条
¥29 公斤
DC03耐磨焊条 DC03合金耐磨焊条 路桥建设用旋挖钻机挖掘齿及筒壁耐磨堆焊焊条
¥29 公斤
 E308-17不锈钢焊条、钛型Cr19Ni10不锈钢焊条、焊接海洋石油的不锈钢焊条
¥35 公斤
E308-17不锈钢焊条、钛型Cr19Ni10不锈钢焊条、焊接海洋石油的不锈钢焊条
¥35 公斤
 批发耐磨药芯焊丝 耐磨板堆焊焊丝 砂石厂耐磨焊丝
¥27 公斤
批发耐磨药芯焊丝 耐磨板堆焊焊丝 砂石厂耐磨焊丝
¥27 公斤
 高W多合金铸铁高温耐磨堆焊焊条 HDG-60高合金高硬度耐磨焊条 烧结厂辊轴装置焊条
¥25 公斤
高W多合金铸铁高温耐磨堆焊焊条 HDG-60高合金高硬度耐磨焊条 烧结厂辊轴装置焊条
¥25 公斤
 直销D947耐磨焊条 锻床耐磨堆焊焊条 焊接合金钢堆焊焊条
¥32 公斤
直销D947耐磨焊条 锻床耐磨堆焊焊条 焊接合金钢堆焊焊条
¥32 公斤
 DJ064耐磨焊条、DJ1225耐磨焊条、制糖榨辊麻点焊接堆焊焊条
¥21 公斤
DJ064耐磨焊条、DJ1225耐磨焊条、制糖榨辊麻点焊接堆焊焊条
¥21 公斤


