- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件

一)设备使用环境条件
1、环境温度:-25℃~+45℃
2、相对湿度:日平均值不大于95%(25℃)
3、海拔高度:≤1000m
4、地震强度:≤7级
5、安装地点:户内
(二)设备结构、性能、特点
a) 整体性好,机械强度高,抗温度变化、抗短路能力强;
b) 绝缘性能好,过载能力强,耐雷电冲击能力强;
c) 局放小,温升低,运行可靠,使用寿命长;
d) 损耗低,噪音低,节能环保;
e) 防潮、防尘、防污染性能好,在恶劣的环境中也能运行;
f) 防火性能好,具有难燃自熄的特性;
g) 无污染,免维护,运行成本低;
h) 体积小,重量轻,安装经济,可安装在负荷中心,无需特殊安装基础。
2、公司产品技术特点介绍、质量水平
1、结构特点
A、铁芯
铁芯是变压器的核心部分之一,铁芯制造工艺的好坏,直接影响变压器的损耗和噪音。我公司生产的铁芯具有显著的空载损耗低、空载电流低、噪音低的优势。
a.低噪声,我公司设计中铁芯参数选取低噪声的方案,磁密为15.5千高斯(按常规为16.5千高斯)。
b.进口的优质高导磁冷轧晶粒取向硅钢片,每片表面均有防腐绝缘涂层覆盖;
c.使用西安启源公司的全自动硅钢片纵剪线,采用计算机程序控制,剪切精度高,毛刺小,具有多头放料、自动叠码、自动柱状收料和步进叠功能,有效地减少了切片的振动次数,保证了硅钢片完好的晶粒取向结构;
d.铁芯的载面设计近似圆形,硅钢片采用45度全斜剪切,芯柱和轭铁接缝处采用本公司独有的五步进叠结构,通过这些措施,改善了铁芯的磁场分布,进一步降低了空载损耗和噪声水平;
e.铁芯的叠码和起立在铁芯翻转台上进行,运用我公司独有的叠装技术,并采用铁芯去角工艺,显著提高了铁芯的加工质量和生产效率,将产品的噪音水平降到*低限度;
B、线圈
线圈是变压器的心脏,是干式变压器技术水平的主要体现载体,针对相关的指标我公司采取了相关的技术革新创新保证了指标的实现,体现了产品的优越性。
SC(B)10型高压线圈
采用铜导线和绝缘材料一起绕制,采用多段圆筒式结构,层间电压低,具有较强的承受电压能力。线圈经过预热干燥后在环氧树脂浇注设备中进行真空干燥除去绝缘中的水分和气体,环氧树脂和固化剂等化工材料经脱泡处理后通过精密计量按设定的比例压入静态混料器中,然后在真空状态下注入线圈中。浇注结束后,在烘炉中高温固化*后制成固态线圈。在浇注过程中采用静态混料及薄膜脱泡专有技术,静态混料技术的应用保证了混合材料具有一致的黏度化学反应程度等理性性质。制成的线圈具有外表美观、绝缘性能好,局放小,抗短路性能强及难燃自熄的特性,且当工作温度发生剧烈变化时,线包表面不会龟裂。
低压线圈
采用德国MKM公司进口的高纯度圆边铜箔与绝缘材料紧密绕制,经过预热干燥后转入真空干燥,然后通过全电脑控制的树脂浇注罐。低压线圈在西安启源公司的低压箔式绕线机进行,该设备是西安启源公司的*新产品,全自动控制,具有恒张力、去毛刺和自动纠偏等功能。制成线圈安匝平衡性好,抗短路过载能力强。
C、铜箔的焊接
铜箔与铜排的焊接设备采用德国进口全自动惰性气体保护钨极氩弧焊机。焊接时,用惰性气体作为保护气体有效隔离氧气,使焊接表面不被氧化;所有焊接过程是全自动的,焊接电流、焊枪移动距离等均在电脑中预定设定,由设备控制,所以可以有效地保证焊接质量,使焊缝光滑,紧密、牢固、饱满。
D、浸漆
普通浸渍式浸漆是由人工操作,在常压下完成,因此,线圈内部存在较多的气泡与没有浸透的部位,长期运行安全存丰隐患。我公司不但采用了多项新材料,而且在工艺上采用了全电脑控制的自动真空压力浸漆工艺,排除了人为因素。使产品的性能更稳定。
E、整体结构
通过铁芯夹件拉板、绝缘垫块将绕组压紧。垫块与夹件之间采用压钉结构,垫块与绕组之间以硅橡胶板压紧,形成一个弹性缓冲结构。该结构有效地吸收了铁心的膨胀、收缩,确保了整个器身始终处于压紧状态,并降低了绕组与铁心共振产生的噪声。上压紧垫采用了全压紧结构,使用金属压钉垫,使得压紧力有一匀化与传导过程,并使压紧力增大,单位面积的压强减少,大大强化了运行安全与运输安全。
 所用变30KVA,10/0.4KV,Dyn11
¥13800 元/台
所用变30KVA,10/0.4KV,Dyn11
¥13800 元/台
 干式所用变压器SC14-50KVA,10/0.4KV,Dyn11
¥18000 元/台
干式所用变压器SC14-50KVA,10/0.4KV,Dyn11
¥18000 元/台
 计量所用变JS9-10 Yyn0yn0,10/0.4/0.1
¥14000 元/台
计量所用变JS9-10 Yyn0yn0,10/0.4/0.1
¥14000 元/台
 所用变压器SC12-30KVA,Dyn11
¥14000 元/台
所用变压器SC12-30KVA,Dyn11
¥14000 元/台
 干式励磁整流变压器ZLSC10-250KVA/10KV
¥43500 元/台
干式励磁整流变压器ZLSC10-250KVA/10KV
¥43500 元/台
 35KV站用变压器 S11-63/35-0.4
¥21500 元/台
35KV站用变压器 S11-63/35-0.4
¥21500 元/台
 三线圈站用变压器SC11-10/0.4/0.1-30KVA
¥12000 元/台
三线圈站用变压器SC11-10/0.4/0.1-30KVA
¥12000 元/台
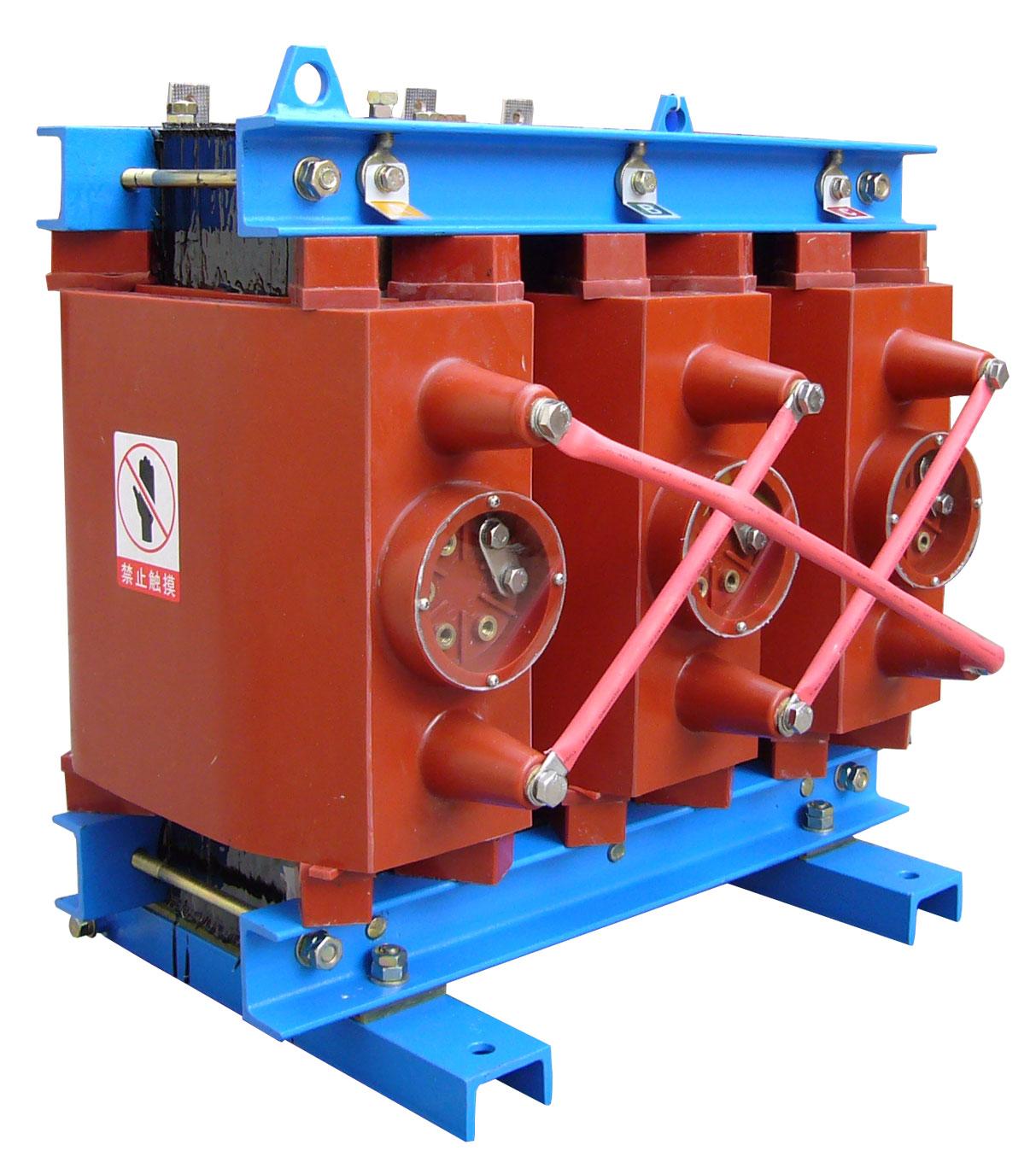
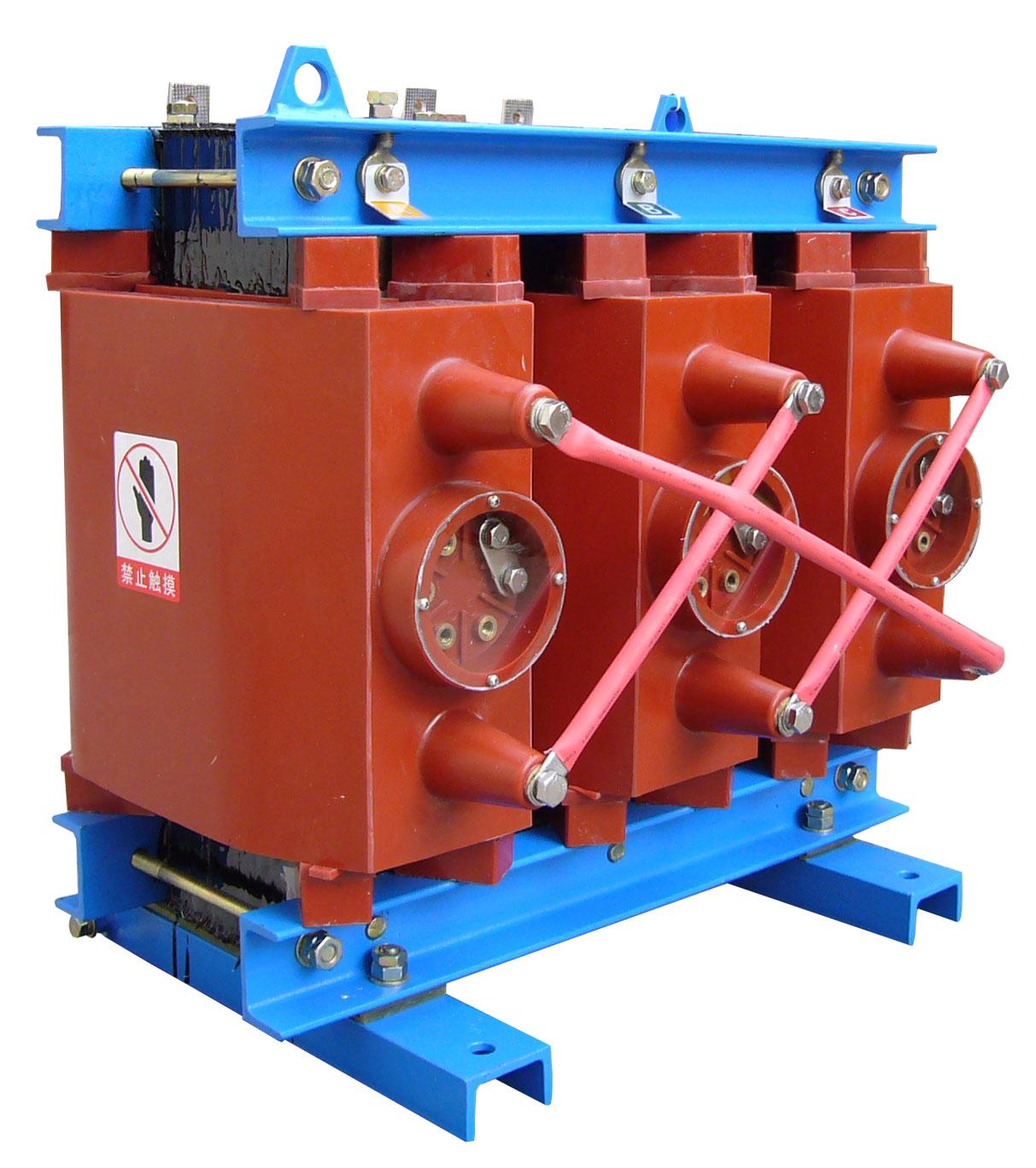
 27.5kV铁道单相所用变压器DC10-50/27.5
¥8888 元/台
27.5kV铁道单相所用变压器DC10-50/27.5
¥8888 元/台
 所用干式变压器SC10-3/10
¥8000 元/台
所用干式变压器SC10-3/10
¥8000 元/台
 所用干式变压器SC10-5/10
¥10000 元/台
所用干式变压器SC10-5/10
¥10000 元/台
 27.5kV铁道专用干式变压器SC10-30/27.5
¥18000 元/台
27.5kV铁道专用干式变压器SC10-30/27.5
¥18000 元/台