- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


|
|

|

|

|

|
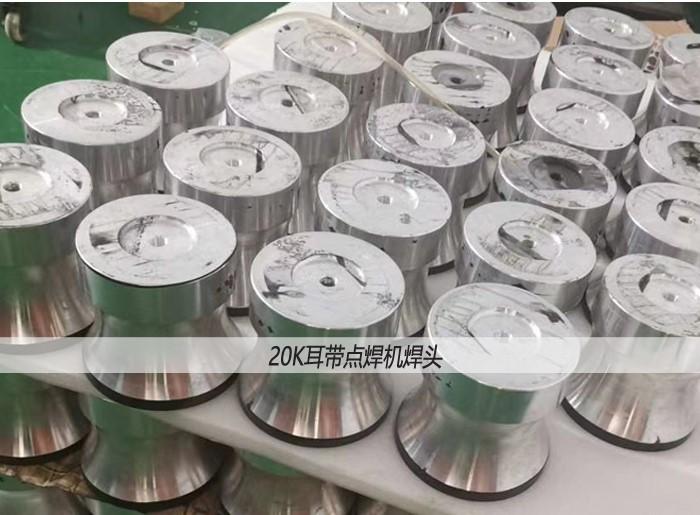
模具频率:20KHz
模具材质:航空级美铝7075铝合金
螺牙:UNF1/2-20
*大直径:100mm
振幅比列:1:1.5
特性
超声波焊头的几个专业参数:
1、超声波焊头振幅
振幅是焊接中*为关键参数,振幅不够就会熔接不上或是熔接强度差,振幅过高就会使原材料表面出现烫伤、塑件结构被破坏等使得强度变差。焊头振幅设计输出大小是否达到、焊接面振幅分布均匀度是衡量一个焊头好坏的关键因素。好的焊头设计带来*佳的振动效果和更长的使用寿命。
2、超声波焊头频率
焊接机工作频率主要由换能器、调幅器、和焊头三者(简称超声波三联组)的机械共振频率决定,发生器根据三联组共振频率进行自动频率谐调,使发生器输出频率与三联组频率保持一致。以20KHz为例,自动频率追频范围±0.5 KHz,三联组共振频率只要是在此范围内,发生器均能正常工作。不同厂家换能器与调幅器出厂默认频率存在偏差,新焊头需严格按照超声波设备厂家的谐振频率修改。以20KHz 焊头,焊头频率会控制19.90—20.10 KHz中心频率段。
3、超声波焊头功率损失
换能器、调幅器、焊头在使用时,三者之间被两颗机米螺丝锁紧在一起。两两端面相接触,接触面振幅*大,应力*小。当焊头设计或制造不合理时,超声手动测试时就会引起异常的啸叫声,三联组本体生热发烫,导致功率损失偏高,当功率损失超设备总功率输出的5%或以上时,我们判定此时三联组不适合使用,需要作进一步的检测,已确认是因装配锁紧力不够,还是
因焊头、调幅器、换能器中哪个零件损坏。
应用领域常被运用于中大型热塑性塑料产品的焊接、铆接、卷边、点焊应用中,如医疗器械耗材、家电电器、数码电子、汽车零部件、仪器仪表、纺织、玩具等焊接应用,食品切割、食品包装,无纺布、绒布、织带等纺织品切割与和密封。
 重庆超声波热板焊接机
¥面议
重庆超声波热板焊接机
¥面议
 重庆超声波热铆焊接机
¥面议
重庆超声波热铆焊接机
¥面议
 重庆原装进口超声波换能器
¥面议
重庆原装进口超声波换能器
¥面议
 重庆20K超声波焊接机换能器
¥面议
重庆20K超声波焊接机换能器
¥面议
 重庆20K超声波铝合金焊头
¥面议
重庆20K超声波铝合金焊头
¥面议
 重庆40K金属超声波焊头
¥面议
重庆40K金属超声波焊头
¥面议
 重庆超声波数字式发生器
¥面议
重庆超声波数字式发生器
¥面议
 重庆成都国内标准15KHz3200W超声波塑料焊接机
¥9999999 元/台
重庆成都国内标准15KHz3200W超声波塑料焊接机
¥9999999 元/台
 重庆成都自动转盘式超声波焊接机
¥9999 元/台
重庆成都自动转盘式超声波焊接机
¥9999 元/台
 重庆必能信2000X f/aef超声波塑料焊接机
¥999999 元/台
重庆必能信2000X f/aef超声波塑料焊接机
¥999999 元/台
 美国Branson 必能信DCX超声波发生器
¥999999 元/台
美国Branson 必能信DCX超声波发生器
¥999999 元/台


