- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


|

|

|
|
|

|

|

|

|

|
1、产品简介
智迈德H/T型钢组焊矫一体机是智迈德所提出的“热焊热矫工艺”的工业化应用,主要解决了热焊腹板20mm以下无坡口焊接、热矫正翼板40mm成型、三工序结合误差消除的精度等问题。它将传统组立机、龙门焊、矫正机三台设备来完成的工序集中在一台设备来进行,将H型/T型钢的翼板与腹板直接组立、焊接、矫正的专用设备;提出无焊点、无引弧板技术,显著提高了生产效率及产品合格率,降低了生产成本,节省了场地空间,是高效生产H型钢、T型钢、辅助焊接十字柱的*新生产设备。可选配双丝双弧工艺,生产效率在原基础上实现翻倍,是传统H型钢龙门焊等设备焊接速度多倍。主要服务于装配式建筑、钢结构厂房、轻钢别墅、桥梁、造船、地铁、高铁、钻井平台、煤气炉、地磅等行业。
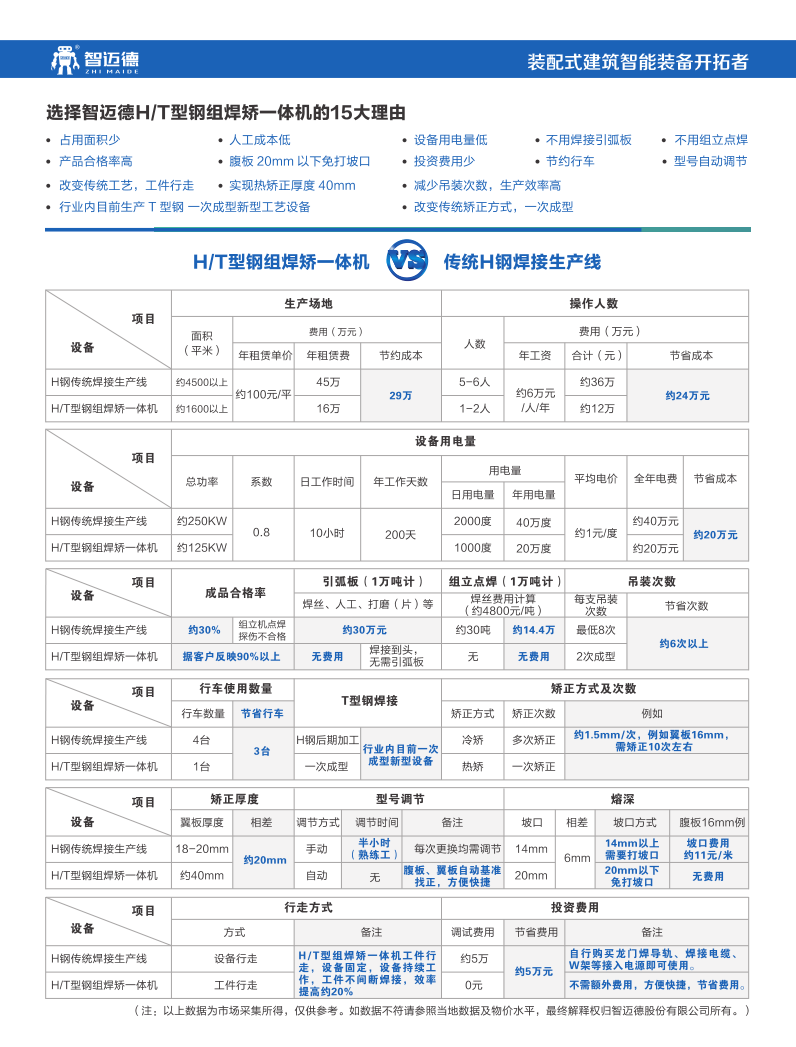
2、产品优势:(与传统H型钢焊接生产线对比)
(1)占用面积少
H型钢传统焊接生产线:生产场地使用面积约4500平米以上;
智迈德H/T型钢组焊矫一体机:生产场地使用面积约1600平米以上,相当于一台组立机所占的面积;
(2)人工成本降低
H型钢传统焊接生产线:1台组立机、2台龙门焊、1台矫正机4台设备,连续生产人员操作在5—6人(组立机2人、2台龙门焊2人、矫正机1—2人);
智迈德H/T型钢组焊矫一体机:人员操作为1—2人;
(3)产品合格率高
H型钢传统焊接生产线:生产合格率约30%左右;
智迈德H/T型钢组焊矫一体机:据客户讲生产合格率约90%以上;
(4)设备用电量低
H型钢传统焊接生产线:(1台组立机、2台龙门焊、1台矫正机)总功率约在250KW,每天以工作10小时计,系数约为0.8,用电约为:2000度/天;
智迈德H/T型钢组焊矫一体机:总功率在125KW,每天以工作10小时计,系数约为0.8,用电约为:1000度电/天;
(5)不用焊接引弧板
H型钢传统焊接生产线:传统生产线需要加引弧板,按年产量1万吨计算,引弧板所产生的材料、焊(丝)接、打磨(片)、人工等,预计费用约30万元左右;
智迈德H/T型钢组焊矫一体机:熟练操作后,不用引弧板焊接到头;
(6)不用组立(机)点焊
H型钢传统焊接生产线:传统生产线须组立(机)点焊,焊点位置探伤不合格,按年产1万吨,焊丝(人工)损耗约为20吨---30吨,约4800元/吨×30吨=约14.4万元;
智迈德H/T型钢组焊矫一体机:不需点焊,直接焊接;
(7)减少吊装次数,生产效率高
H型钢传统焊接生产线:传统生产线(1台组立机、2台龙门焊、1台矫正机),合每根H钢吊装约8次(组立4次、龙门焊4次、矫正多次),时间浪费在吊装上,效率大大降低降低;
智迈德H/T型钢组焊矫一体机:生产效率大于传统生产线(1台组立机、2台龙门焊、1台矫正机),减少吊装次数,2次成型;
(8)节约行车
H型钢传统焊接生产线:需约4台行车,造成行车打架或行车不够用;
智迈德H/T型钢组焊矫一体机:使用1台行车,节约3台行车;
(9)行业内目前生产T型钢一次成型的先进设备
H型钢传统焊接生产线:T型钢是使用H型材钢在腹板中心用等离子或火焰等设备热切割、切割过程中出现变形,难以校正,废品率很高,从而造成成本居高不下;
智迈德H/T型钢组焊矫一体机:一次成型,不用二次加工,节省人工、材料等,为企业创造更高的效益;
(10)矫正方式及次数不同
H型钢传统焊接生产线:属于冷矫,多次矫正,约1.5mm/次,例如翼板16mm,需矫正约10次左右;
智迈德H/T型钢组焊矫一体机:属于热矫,一次成型;
(11)矫正厚度不同
H型钢传统焊接生产线:一般行业采用40矫正机,属于冷矫,*高矫正翼板厚度为18mm—20mm;
智迈德H/T型钢组焊矫一体机:属于热矫,签约矫正40mm;
(12)型号自动调节
H型钢传统焊接生产线:组立机、矫正机工作时翼板、腹板需要手动调节,浪费时间,例如:组立机工作时,每次更换不同规格H钢时,需调节设备,正常熟练操作人员也需要半小时左右;
智迈德H/T型钢组焊矫一体机:型号自动调节,腹板、翼板自动基准找正,方便快捷;
(13)熔深度高
H型钢传统焊接生产线:腹板14mm以上需打坡口;
H/T型钢组焊矫一体机:属于热焊,公司承诺20mm以下腹板免打坡口焊接;
(14)工件行走
H型钢传统焊接生产线:(龙门焊)为设备行走,需开离设备放入构件方可焊接,效率降低;
H/T型钢组焊矫一体机:工件行走,设备固定,设备持续工作,工件不间断焊接,效率提高约20%;
(15)投资费用
H型钢传统焊接生产线:自行购买龙门焊导轨、焊接电缆、W架等约5万元;
H/T型钢组焊矫一体机:接入电源即可使用,不需额外费用,方便快捷,节省费用;
3、产品参数
型 号
HTD系列(单丝单弧)
HTS系列(双丝双弧)
重钢型系列(双丝双弧)
技术参数
ZMD-18-HTD
ZMD-20-HTD
ZMD-18-HTS
ZMD-20-HTS
ZMD-22-6JZ-HTS
腹板尺寸
高度(mm)
200~1800
200~2000
200~1800
200~2000
200~2200
厚度(mm)
6~30
10~32
翼板尺寸
宽度(mm)
200~800
200~1000
厚度(mm)
8~40
8~60
焊脚高度(mm)
≤8
工件长度(mm)
400~15000
主机输送速度范围(m)
0.2~3
(焊接电源)双丝双弧
○ 选配
● 标配
工作功率(KW)
约125KW(含弧埋弧焊机55KVA×2)
约225KW(含弧埋弧焊机55KVA×4)
 H型钢组焊矫一体机
¥338000 元/台
H型钢组焊矫一体机
¥338000 元/台


