- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


|

|

|

|
|

|

|

|

|

|
芬顿流化床
一、芬顿反应机理:
Fenton试剂是亚铁离子和过氧化氢的组合,该试剂作为强氧化剂的应用已有100多年的历史,在精细化工、医药化工、医药卫生、环境污染治理等方面得到广泛的应用。其原理如下:
H2O2 +Fe2+→ Fe3+ + HO- + HO· (1)
RH+HO· →R· + H2O (2)
R·+Fe3+→Fe2+ + 产物 (3)
H2O2 + HO· →HO2·+H2O (4)
Fe2+ + HO· →Fe3+ +HO- (5)
Fe3+ +H2O2→Fe2+ +H + + HO2· (6)
Fe3+ + HO2· →Fe2+ +H+ + O2 (7)
Fe2+与H2O2间反应很快,生成OH自由基,OH的氧化能力很强,仅次于F2,有三价铁共存时,由Fe3+与H2O2缓慢生成Fe2+,Fe2+再与H2O2迅速反应生成OH,OH与有机物RH反应,使其发生碳链裂变,*终氧化为CO2和H2O,从而使废水的CODcr
大大降低。同时Fe2+作为催化剂,*终可被O2氧化为Fe3+,在一定PH值下,可有Fe(OH)3胶体出现,它有絮凝作用,可大量降低水中的悬浮物。
二、常见氧化剂氧化电位见下表:
|
氧化剂 |
F2 |
OH |
O2 |
H2O2 |
HOO |
HOCL |
CL2 |
|
氧化电位(V) |
3.06 |
2.80 |
2.07 |
1.77 |
1.70 |
1.49 |
1.39 |
Fenton法是一种高级化学氧化法,常用于废水高级处理,以去除CODcr色度和泡沫等。Fenton试剂氧化一般在PH<3.5 下进行,在该PH值时其自由基生成速率*大。
目前二沉池出水由于不可生化的有机物含量比较高,须增设高级废水处理单元才能达到达标排放标准,至今已发展的高级废水处理技术包括臭氧氧化法、活性碳吸附法、薄膜分离法、湿式氧化法及流体化床Fenton氧化法等,而在所有的高级处理法中, Fenton化学氧化法或其它改良型的Fenton化学氧化法, 具有投资成本低、对水质变化的忍受程度大、操作维护容易及操作成本低,其它方法则因初设成本或操作成本过高或根本无法达到要求而较难被业者接受。流体化床Fenton氧化法既有高效率、低操作费的优点,且因同时会产生铁污泥,可对污水处理场的硫化氢异味有明显的抑制的作用。
由于要处理的废水是废水经过生物处理后的出水, BOD/COD比值已经相当低, 若要进一步降低COD值, 则必须利用高级处理法, 而本公司针对此种废水规划使用的方法是一种改良型的Fenton化学氧化技术---流体化床Fenton氧化法, 而Fenton化学氧化技术的主要原理是外加的H2O2氧化剂与Fe2+催化剂, 即所谓的Fenton药剂, 两者在适当的pH下会反应产生氢氧自由基(OH.), 而氢氧自由基的高氧化能力与废水中的有机物反应, 可分解氧化有机物, 进而降低废水中生物难分解的COD。
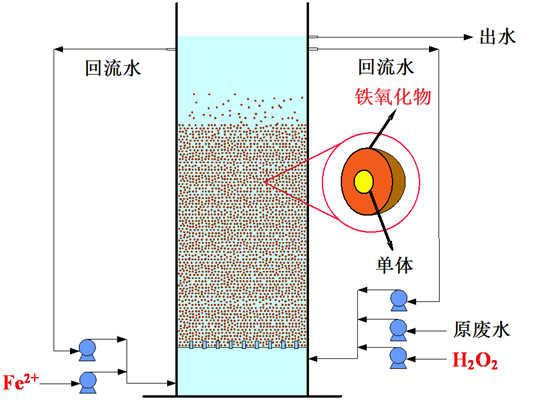
流体化床-Fenton系利用流体化床的方式使Fenton法所产生之三价铁大部份得以结晶或沈淀披覆在流体化床之担体表面上,是一项结合了同相化学氧化(Fenton法)、异相化学氧化(H2O2/FeOOH)、流体化床结晶及FeOOH的还原溶解等功能的新技术,此方法的示意图如下图所示。这项技术将传统的Fenton氧化法作了大幅度的改良,如此可减少传统Fenton法大量的化学污泥产量,同时在担体表面形成的铁氧化物具有异相催化的效果,而流体化床的方式亦促进了化学氧化反应及质传效率,使COD去除率提升。
三、流体化床Fenton技术与其它高级处理技术的比较
|
项目 |
比较基准:COD=150mg/L处理至COD=80mg/L |
|||
|
薄膜分离法 |
活性碳吸附法 |
臭氧氧化法 |
流体化床-Fenton法 |
|
|
特点 |
提浓污染物 |
吸附有机物 |
氧化有机物 |
氧化有机物 |
|
COD去除率(%) |
80-95 |
20-75 |
5-60 |
50-90 |
|
操作成本(元/m3) |
3.75-8.75 |
6-10 |
6.25-8.75 |
1-1.8 |
|
操作成本(元/kgCOD) |
37.5-87.5 |
25-100 |
62.5-87.5 |
10-15 |
|
技术差异性 |
需处理提浓液 |
需再生活性碳 |
需处理O3废气 |
污泥量较传统Fenton少70% |
|
含化工类废水适用性 |
失败 |
不适用 |
不适用 |
适用 |
四、流体化床Fenton技术与传统芬顿的比较
|
项目 |
类别 |
传统芬顿法 |
FBR-Fenton流体化床芬顿 |
|
1 |
工艺特点 |
主要应用工业废水的COD高级氧化处理,特别是近几年来应用迅速,针对不同工业废水COD都有较好的去除效果。 |
因传统芬顿的反应效率较低,药剂成本相对较大,以及污泥量较大的弊端,研制出的流体化床芬顿,目前应用范围主要集中在造纸、印染、化工、石油炼化等废水的高级氧化,污泥量少,运行成本低、出水效果好等优势凸显。 |
|
2 |
对COD去除效率 |
30%-60% |
 旋流曝气器
¥800 元/台
旋流曝气器
¥800 元/台
 可提升式管式微孔曝气器
¥600 元/台
可提升式管式微孔曝气器
¥600 元/台
 流化床芬顿塔
¥100000 元/台
流化床芬顿塔
¥100000 元/台


