- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


|

|
|
|

|

|

|

|

|

|
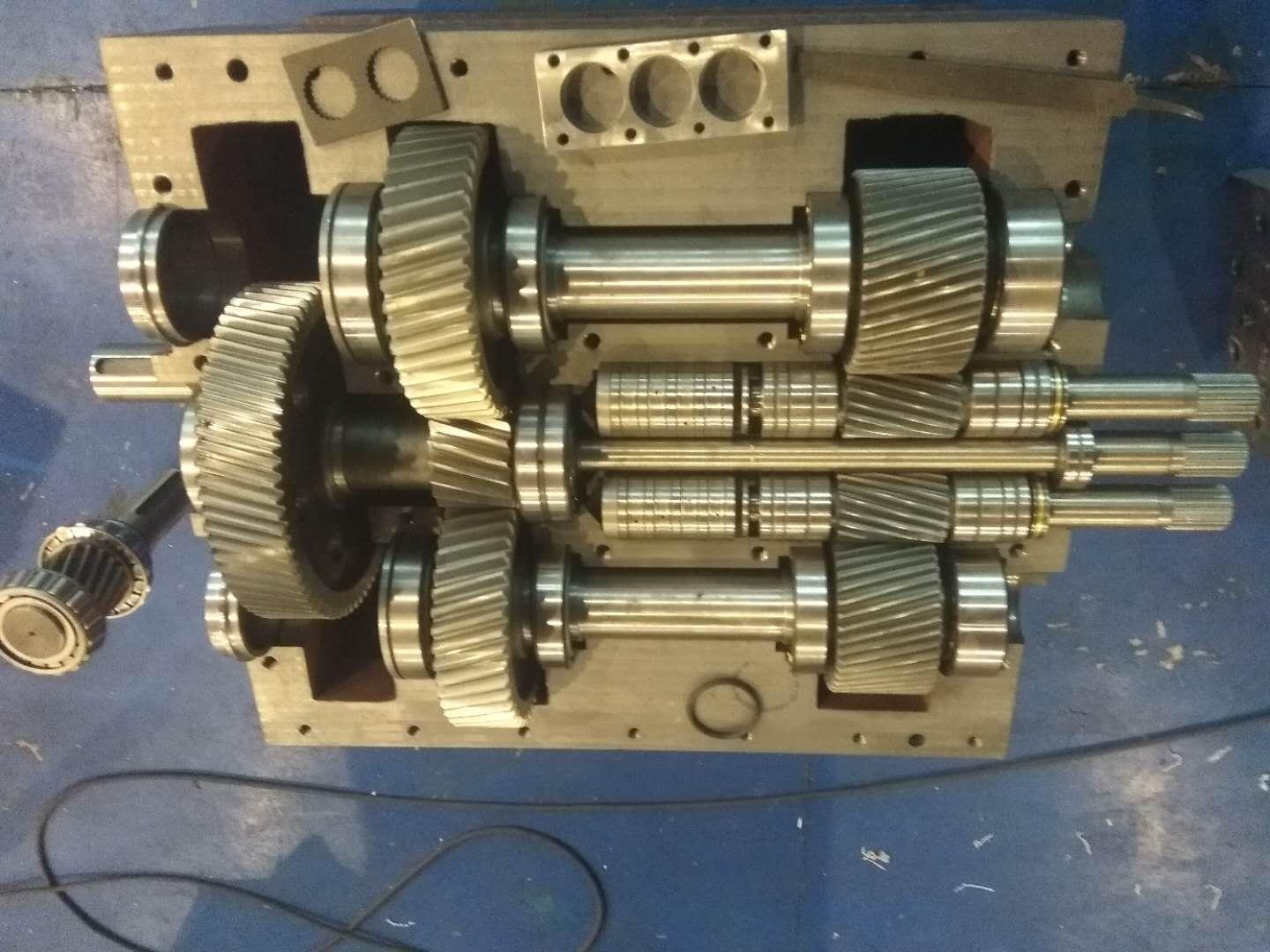
同向啮合双螺杆挤出机主要零部件的设计
同向啮合双螺杆挤出机主要零部件包括螺杆、机筒、分流板、过滤网、料斗及料斗传输螺杆、电机、减速器等装置。
3.1 主螺杆的设计
螺杆是挤出机的核心部分,是输送、塑化塑料的*重要部件。其结构性能将直接影响挤出机的生产率、塑化混合质量和能量消耗。
由于聚氯乙烯(PVC)为非结晶型高聚物,它从玻璃化温度到粘流温度的温度范围较大,其熔融过程是在一个比较长的距离后才能全部熔融,出于制造成本和胶料的均匀混炼和塑化考虑,采用渐变型普通螺杆,螺纹断面形状为矩形。
3.1.1 螺杆的基本尺寸初步确定
螺杆的螺纹长度为:L=30D=30×72=2160mm 根据实践经验,螺杆三段长度的分配如表3.1。
表3.1 长度分配比例表
塑料类型 加料段L 压缩段L 计量段L
123非结晶型10%~25%全55%~65%全22%~25%全塑料 长 长 长
结晶型塑60%~65%全1~2 螺距 25%~35%全料 长 长
所以:加料段L=(10%~25%)L,取 L=0.15L=0.12×2160=259mm 11压缩段L=(55%~65%)L,取 L=0.6L=0.65×2160=1404mm 22计量段L=(22%~25%)L,取L=0.25L=0.23×2160=497mm
33螺杆压缩比。因压缩比的确定非常复杂,目前国内根据经验选取。对塑料而言,
7 双螺杆挤出机毕业论文
螺杆几何压缩比大多数为2~5,根据常用塑料螺杆的几何压缩比表,选取螺杆压缩比:ε=3
为了加工方便,等距螺杆取S=D 螺距S: S=D=72mm 螺纹头数: i=1 -3S72′10
螺纹升角f:f=arctan=arctan= 1741'
-3
pD3.14′72′10螺棱法向宽度e:根据对紧密共轭齿廓的要求和齿轮传动啮合基本原理,考虑到螺杆制造和安装方便,同时为了更好的对物料进行充分混合,把螺杆设计成接近共轭型,取螺棱法向宽度为: e=30mm 螺棱轴向宽b:b=e/Cosφ=30/Cos1741'=12.6mm
螺槽法向宽E:E=S×Cosf-30=72×Cos1741'-30=38.7mm 螺槽轴向宽B:B=D―b=72―31.4=40.6mm
螺杆与机筒间隙δ=0.3mm 3.1.2螺杆材料的选择
螺杆工作时不仅所受扭矩较大,而且是在高温、高压下工作。因螺杆要与机筒配合工作,所以还要受到机械摩擦磨损、刮磨及塑料摩擦的作用,某些塑料还会有较强的化学腐蚀作用。所以螺杆可能产生扭断、因磨损严重而与机筒间隙增大使产量降低等失效形式。
根据以上螺杆的实际工况,要保证螺杆能正常工作,必须选择合适的材料。其材料性能要求为:机械性能好,耐磨性能好,耐腐蚀性能好,加工性能好。由于38CrMoA1综合性能好且是挤出机螺杆应用*广泛的材料,因此选择38CrMoAl作为螺杆的材料。
 JSH-B120南京棉亚平行双螺杆挤出机厂家直销
¥100000 元/台
JSH-B120南京棉亚平行双螺杆挤出机厂家直销
¥100000 元/台
 南京棉亚JSH-50双阶式双螺杆挤出机厂家直销
¥20000 元/台
南京棉亚JSH-50双阶式双螺杆挤出机厂家直销
¥20000 元/台
 南京棉亚JSH-100双阶式单螺杆挤出机厂家直销
¥20000 元/台
南京棉亚JSH-100双阶式单螺杆挤出机厂家直销
¥20000 元/台
 JSH-180南京棉亚双阶式单螺杆挤出机厂家直销
¥10000 元/台
JSH-180南京棉亚双阶式单螺杆挤出机厂家直销
¥10000 元/台
 南京棉亚JSH-K75双螺杆色母造粒挤出机厂家直销
¥200000 元/台
南京棉亚JSH-K75双螺杆色母造粒挤出机厂家直销
¥200000 元/台
 JSH-B75南京棉亚平行双螺杆挤出机厂家直销
¥100000 元/台
JSH-B75南京棉亚平行双螺杆挤出机厂家直销
¥100000 元/台
 JSH-K95南京棉亚平行双螺杆挤出机厂家直销
¥20000 元/台
JSH-K95南京棉亚平行双螺杆挤出机厂家直销
¥20000 元/台
 双螺杆挤出机
¥200000 元/台
双螺杆挤出机
¥200000 元/台
 双螺杆塑胶色母混合挤出造粒机
¥200000 元/台
双螺杆塑胶色母混合挤出造粒机
¥200000 元/台
 南京棉亚JSH-60双阶式双螺杆挤出机厂家直销
¥20000 元/台
南京棉亚JSH-60双阶式双螺杆挤出机厂家直销
¥20000 元/台
 JSH-K65**高功率高扭平行双螺杆挤出机组厂家直销
¥10000 元/台
JSH-K65**高功率高扭平行双螺杆挤出机组厂家直销
¥10000 元/台


