- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件

|

|

|

|

|

|
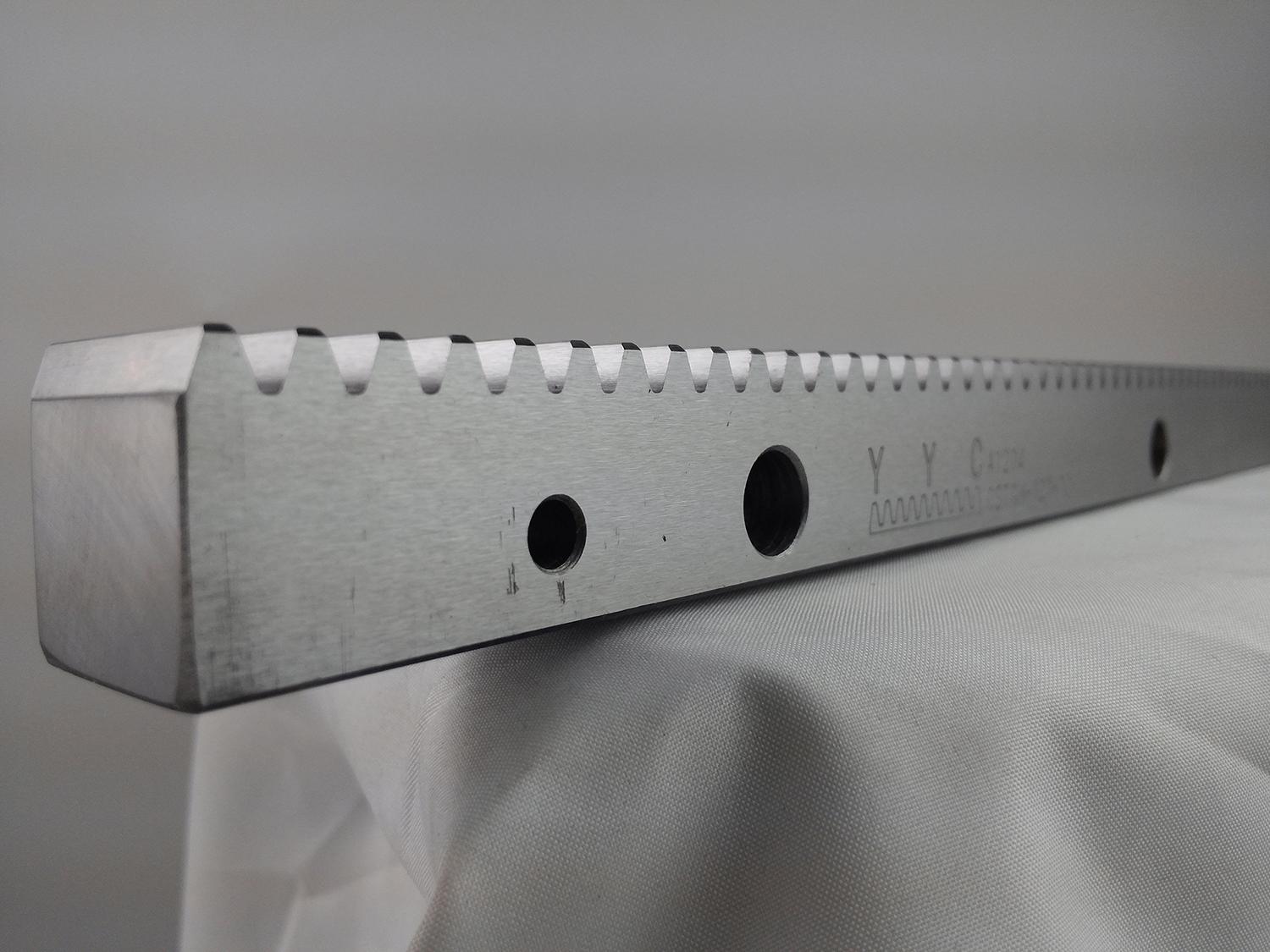
非标自动化进口研磨齿条
材料 45C (中碳钢)
硬度 HRC 50~55°
高周波后,侧面有黑痕,可另增表面处理(喷砂、磷酸盐、表面
研磨)以美化表面。
CSTMH01510-Q10 17*17*999.03L*M1.5
CSTMH02010-Q10 24*24*1005.31L*M2
CSTMH02020-Q10 24*24*2010.62L*M2
CSTMH03010-Q10 29*29*1017.88L*M3
CSTMH03020-Q10 29*29*2035.75L*M3
CSTMH04010-Q10 39*39*1005.31L*M4
CSTMH04020-Q10 39*39*2010.62L*M4
齿条弯曲变形采用热矫直方法,可有效控制齿条加工产生的变形。齿条加工路线:锻造毛坯-粗加工/粗齿切削-回火-半精加工/半精铣齿-时效处理-精加工/精铣齿。 2粗加工 标记毛坯后,检查每个零件的余量均匀性,在φ200镗床的上平面端面钻一个75度B30的中心孔,产生520 * 520的方形面,φ330的提升孔(一侧12毫米或两侧24毫米),在1680卧式车床上将工件的大外圆转到544毫米,然后根据草图加工每个零件的尺寸并粗略地切割齿(齿廓两侧12毫米),留下一个搁板插座尺寸( 149 )。4毫米)图2。加工齿形时,需要先开槽,然后加工齿形,非标自动化进口研磨齿条 用少量切削和多次走刀来控制工件的变形。根据5000探伤标准,通过测试后,淬火回火,硬度为217~255。 无花果。2架巢位置 3。半精加工 粗加工和回火后,应在整条线上重新绘制齿条,检查每个零件的尺寸变形,并取样测试杆,如有必要,可采用热矫直方法。完成φ200镗床上平端面上的顶孔,加工520 * 520方形面和φ330提升孔(一侧7 mm或两侧14 mm ),在1680轨枕夹头上安装配重以防止工件偏心,将工件的大外圆旋转至534 mm,根据图2加工各零件尺寸和粗切齿(齿形两侧7 mm ),并根据手册( 20≥ml / d > 15b )粗切齿后进行人工时效处理。 4整理 重新划线并检查每个零件的变形,测量*大弯曲量并调整工件的中心方向。φ200镗床上平面端面的顶孔加工完毕,外圆在1680°处加工完毕,切削量得到严格控制,并进行多次加工,以防止工件变形。*后,在13米的CN上绘制了520 * 520个正方形面、φ330个提升孔和8300 mm总长度。

 进口上下料机械手研磨齿条
¥666 元/米
进口上下料机械手研磨齿条
¥666 元/米
 YYC精密模二研磨齿条
¥666 元/米
YYC精密模二研磨齿条
¥666 元/米
 YYC落地镗铣床精密齿条
¥666 元/米
YYC落地镗铣床精密齿条
¥666 元/米
 龙门加工中心磨削齿条
¥666 元/米
龙门加工中心磨削齿条
¥666 元/米
 YYC军工精密齿条CHTGH
¥666 元/米
YYC军工精密齿条CHTGH
¥666 元/米
 台湾激光切割机研磨齿条
¥666 元/米
台湾激光切割机研磨齿条
¥666 元/米
 进口桁架机械手台湾齿条
¥666 元/米
进口桁架机械手台湾齿条
¥666 元/米
 YYC桁架机器人精密齿条​
¥666 元/米
YYC桁架机器人精密齿条​
¥666 元/米
 台湾工业机器人精密齿条
¥666 元/米
台湾工业机器人精密齿条
¥666 元/米
 非标自动化进口研磨齿条
¥666 元/米
非标自动化进口研磨齿条
¥666 元/米
 供应东莞精密研磨齿条
¥666 元/米
供应东莞精密研磨齿条
¥666 元/米


