- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


|

|
|
|

|

|

|

|

|

|
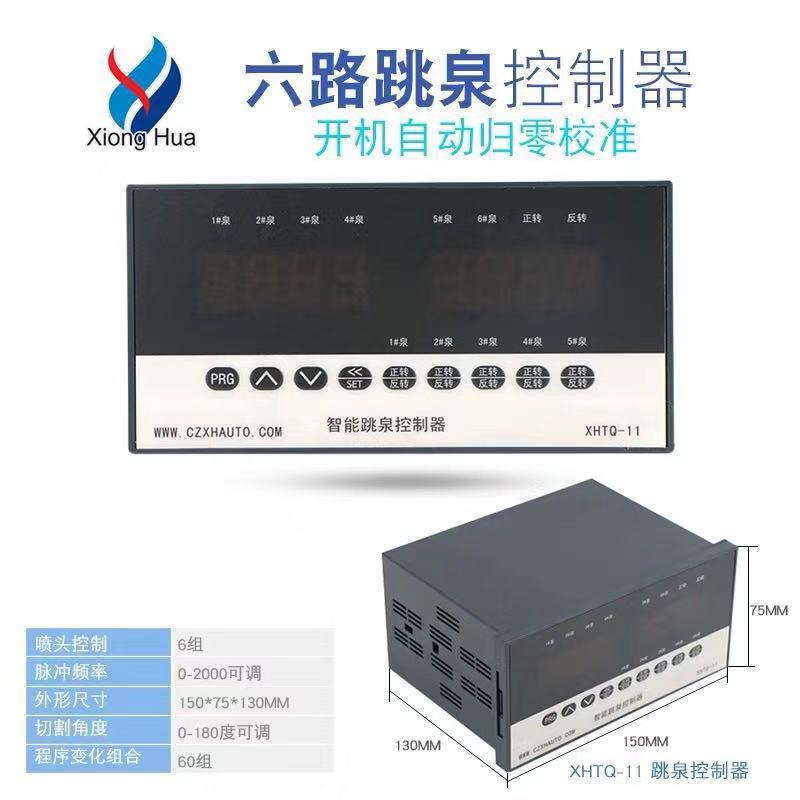
XHTQ-11型智能跳泉控制器
说
明
书
一、特点:
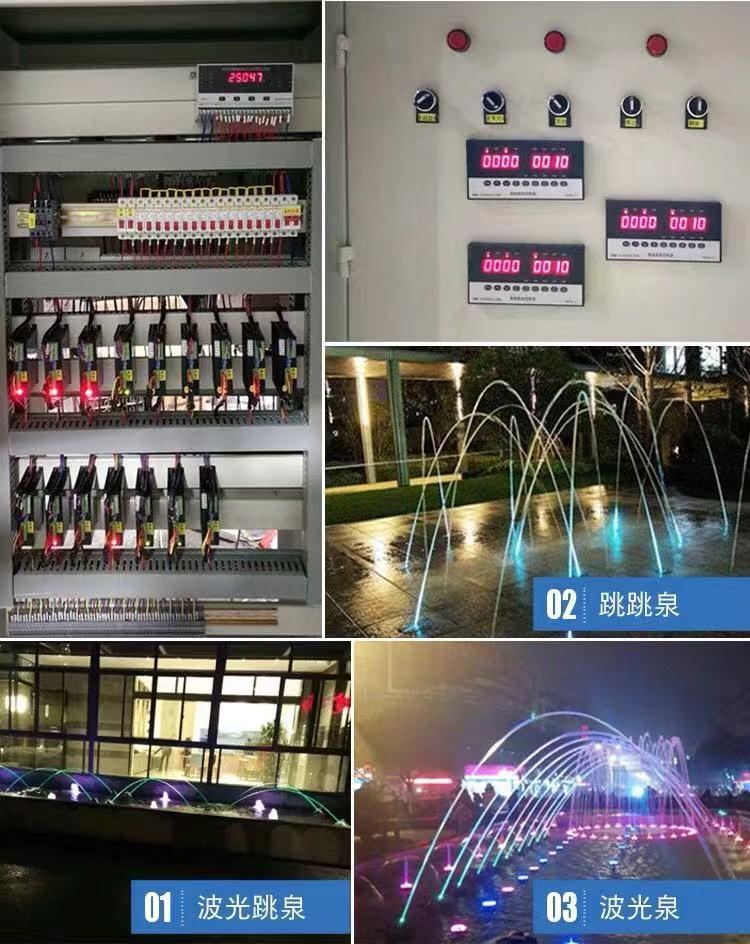
智能跳泉控制器是我公司为丰富喷泉水型而专门设计的控制器,该控制器可以外接六台步进电机驱动器。通过控制器可以将水流切割成一段段的赋有生命力的水段,水段的长短及出水的速度可以任意变化及任意跳跃。通过多组喷头喷出,可以形成一个活泼的水段跳跃群,创造出一个童话般的境界。
二、面板和端子说明:
1:面板布置(参见上图)
a、左显示框(四位数字):正常工作时显示程序段号;参数设定时显示参数代号。
b、右显示框(四位数字):正常工作时显示时间;参数设定时显示参数值。
c、1#泉-6#泉圆形指示灯:工作状态指示。
d、正转、反转指示灯:显示输出状态。
e、[PRG]键:连续按键3秒进入编程模式,再连续按键三秒退出编程状态。
f、[∧]和[∨]键:数值增、减或代码选择。
g、[《/SET]键:设定和移位键。连续按键会在左右显示框轮换。按压[《/SET]键,即可
确认相应的功能号或参数的设定值。
h、[正转/反转]键:可以手动起动对应泉的控制器,[《/SET]键对应6#泉控制器进行正
反转手动控制。
2:端子功能
a、L、N:交流电源220V,50Hz输入端。
b、X0、COM:这两个端子接通,则按程序自动运行。
X10、COM:接通后X1、X2、X3、X4、X5、X6才有效进行远程手动控制1#-6#泉。
C、12V :12V电压输出到步进控制器。
d、Y1、Y11:接1#泉步进控制器;Y2、Y12:接2#泉步进控制器
Y3、Y13:接3#泉步进控制器;Y4、Y14:接4#泉步进控制器
Y5、Y15:接5#泉步进控制器;Y6、Y16:接6#泉步进控制器
功能名称说明
1、工作速度
刀片在切割水柱的过程中运行速度,此速度是控制器发出脉冲的速度,实际速度和电机的步进角度,驱动器的细分数设置有很大关系
2、旋转角度
刀片转动过程中的转动角度,实际设定时根据刀片的大小和刀片转动轴的位置确定,一台控制器控制的各路角度都是一样的,所以做跳泉的时候同一批设备需要做到尺寸尽量一致
3、纠偏脉冲数
每次刀片在回到起始位置的时候,为了防止在运行时出现的步进电机失步现象(出现长时间运行后出现累计偏差使各路水型不同步),在刀片做返回运动的时候做本来是100个脉冲回到起始位置,程序里在旋转角度的基础上再加1个脉冲即101个,这样就避免了因丢失脉冲而使水型不同步的问题
4、起始归零脉冲
因为在关机时刀片的位置不确定在什么位置,所以通电后设备统一回到起始位置(当脉冲数量超过实际需要的角度时,刀片会被挡杆挡住)
5、花形数量
设置水柱出水的长短变换的数量
6、工作时间
某一水型的工作时间,改时间应该是起点时间和终点时间的整数倍。
7、起点时间
刀片起始位置停留时间,不宜低于0.5秒
8、终点时间
刀片终点位置停留时间,不宜低于0.5秒
9、输出选择
参与工作的跳泉选择
功能指令代码功能名称数 据 内 容设定
范围用户
设定单位LP-u工作速度适应步进驱动器任何速度0-99991000HzLP-n旋转角度脉冲数从起点到终点(挡片挡水位置)
步进角度*设定值=旋转角度脉冲1-200020脉冲LP-b纠偏脉冲数挡片每一次回到起始点偏差纠正0-99992脉冲LP-bb起始归零脉冲**次通电时控制器定位挡片位置0-999920脉冲Stps花形数量跳泉花型变化的数量6019个1#
设置T 0工作时间1#程序工作时间0-999.9101秒C 0起点时间1#程序起点停留时间0-999.9xxxx0.1秒P 0终点时间1#程序终点停留时间0-999.9xxxx0.1秒F 0输出选择1#程序工作点选择0-3Fxx00 2#
设置T 1工作时间2#程序工作时间0-999.98秒1秒C 1起点时间2#程序起点停留时间0-999.91秒0.1秒P 1终点时间2#程序终点停留时间0-999.91秒0.1秒F 1输出选择2#程序工作点选择0-3FXx3f 3#
设置T 2工作时间3#程序工作时间0-999.92秒1秒C 2起点时间3#程序起点停留时间0-999.9xxxx0.1秒P 2终点时间3#程序终点停留时间0-999.9xxxx0.1秒F 2输出选择3#程序工作点选择0-3Fxx00 4#
设置T 3工作时间4#程序工作时间0-999.92秒1秒C 3起点时间4#程序起点停留时间0-999.91秒0.1秒P 3终点时间4#程序终点停留时间0-999.91秒0.1秒F 3输出选择4#程序工作点选择0-3FXx01 5#
设置T 4工作时间5#程序工作时间0-999.92秒1秒C 4起点时间5#程序起点停留时间0-999.91秒0.1秒P 4终点时间5#程序终点停留时间0-999.91秒0.1秒F 4输出选择5#程序工作点选择0-3FXx03 6#
设置T 5工作时间6#程序工作时间0-999.92秒1秒C 5起点时间6#程序起点停留时间0-999.91秒0.1秒P 5终点时间6#程序终点停留时间0-999.91秒0.1秒F 5输出选择6#程序工作点选择0-3FXx07 7#
设置T 6工作时间7#程序工作时间0-999.92秒1秒C 6起点时间7#程序起点停留时间0-999.91秒0.1秒P 6终点时间7#程序终点停留时间0-999.91秒0.1秒F 6输出选择7#程序工作点选择0-3FXx0F 8#
设置T 7工作时间8#程序工作时间0-999.92秒1秒C 7起点时间88#程序起点停留时间0-999.91秒0.1秒P 7终点时间8#程序终点停留时间0-999.91秒0.1秒F 7输出选择8#程序工作点选择0-3FXx1F
9#
设置T8工作时间9#程序工作时间0-999.90.1秒1秒C8起点时间9#程序起点停留时间0-999.90.1秒0.1秒P8终点时间9#程序终点停留时间0-999.90.1秒0.1秒F 8输出选择9#程序工作点选择0-3FXx3F 10#
设置T 9工作时间10#程序工作时间0-999.92秒1秒C 9起点时间10#程序起点停留时间0-999.9XXXX0.1秒P 9终点时间10#程序终点停留时间0-999.9XXXX0.1秒F 9输出选择10#程序工作点选择0-3FXX00 11#
设置T 10工作时间11#程序工作时间0-999.93秒1秒C 10起点时间11#程序起点停留时间0-999.90.5秒0.1秒P 10终点时间11#程序终点停留时间0-999.90.5秒0.1秒F 10输出选择11#程序工作点选择0-3FXX01 12#
设置T 11工作时间12#程序工作时间0-999.93秒1秒C 11起点时间12#程序起点停留时间0-999.90.5秒0.1秒P 11终点时间12#程序终点停留时间0-999.90.5秒0.1秒F 11输出选择12#程序工作点选择0-3FXX03 13#
设置T 12工作时间13#程序工作时间0-999.93秒1秒C 12起点时间13#程序起点停留时间0-999.90.5秒0.1秒P 12终点时间13#程序终点停留时间0-999.90.5秒0.1秒F 12输出选择13#程序工作点选择0-3FXX07 14#
设置T 13工作时间14#程序工作时间0-999.93秒1秒C 13起点时间14#程序起点停留时间0-999.90.5秒0.1秒P 13终点时间14#程序终点停留时间0-999.90.5秒0.1秒F 13输出选择14#程序工作点选择0-3FXX0F 15#
设置T 14工作时间15#程序工作时间0-999.93秒1秒C 14起点时间15#程序起点停留时间0-999.90.5秒0.1秒P14终点时间15#程序终点停留时间0-999.90.5秒0.1秒F14输出选择15#程序工作点选择0-3FXX1F
16#
设置T 15工作时间16#程序工作时间0-999.93秒1秒C 15起点时间16#程序起点停留时间0-999.90.5秒0.1秒P 15终点时间16#程序终点停留时间0-999.90.5秒0.1秒F 15输出选择16#程序工作点选择0-3FXX3F 17#
设置T 16工作时间17#程序工作时间0-999.92秒1秒C 16起点时间17#程序起点停留时间0-999.9XXXX0.1秒P 16终点时间17#程序终点停留时间0-999.9XXXX0.1秒F 16输出选择17#程序工作点选择0-3FXX00 18#
设置T 17工作时间18#程序工作时间0-999.910秒1秒C 17起点时间18#程序起点停留时间0-999.90.5秒0.1秒P 17终点时间18#程序终点停留时间0-999.91秒0.1秒F 17输出选择18#程序工作点选择0-3FXX3F 19#
设置T 18工作时间19#程序工作时间0-999.92秒1秒C 18起点时间19#程序起点停留时间0-999.9XXXX0.1秒P 18终点时间19#程序终点停留时间0-999.9XXXX0.1秒 F 18输出选择19#程序工作点选择0-3FXX00 20#
设置
T 19工作时间20#程序工作时间0-999.910秒1秒C 19起点时间20#程序起点停留时间0-999.91秒0.1秒P 19终点时间20#程序终点停留时间0-999.90.5秒0.1秒F 19输出选择20#程序工作点选择0-3FXX3F 四、安装
外形尺寸150*75*130;
安装方式:嵌在电柜面板上;
开孔尺寸:150*75。
五、典型原理图
 厂家直销除铁除锰控制箱
¥1000 元/台
厂家直销除铁除锰控制箱
¥1000 元/台
 厂家直销智能余氯在线检测仪
¥600 元/台
厂家直销智能余氯在线检测仪
¥600 元/台
 四路可编程时间控制器带485通讯,质保一年
¥600 元/台
四路可编程时间控制器带485通讯,质保一年
¥600 元/台
 真空脱气机控制器,操作简单质保一年
¥700 元/台
真空脱气机控制器,操作简单质保一年
¥700 元/台
 转向式、反冲洗过滤器控制箱厂家直销质保一年
¥1300 元/台
转向式、反冲洗过滤器控制箱厂家直销质保一年
¥1300 元/台
 厂家直销智能二氧化氯控制器
¥500 元/台
厂家直销智能二氧化氯控制器
¥500 元/台
 厂家直销地埋式污水处理控制器
¥500 元/台
厂家直销地埋式污水处理控制器
¥500 元/台
 厂家直销智能给排水控制器液位控制器或成套控制箱
¥400 元/台
厂家直销智能给排水控制器液位控制器或成套控制箱
¥400 元/台
 厂家直销可编程时间顺序控制器
¥500 元/台
厂家直销可编程时间顺序控制器
¥500 元/台
 厂家直销喷泉成套控制柜和控制器适用于音乐喷泉、跑泉、跳泉
¥2000 元/台
厂家直销喷泉成套控制柜和控制器适用于音乐喷泉、跑泉、跳泉
¥2000 元/台
 厂家直销全自动智能过滤器控制箱
¥1300 元/台
厂家直销全自动智能过滤器控制箱
¥1300 元/台


