- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件

|

|

|

|

|

|
500/600/800型电池极片轧机主要性能指标
一、设备简介:
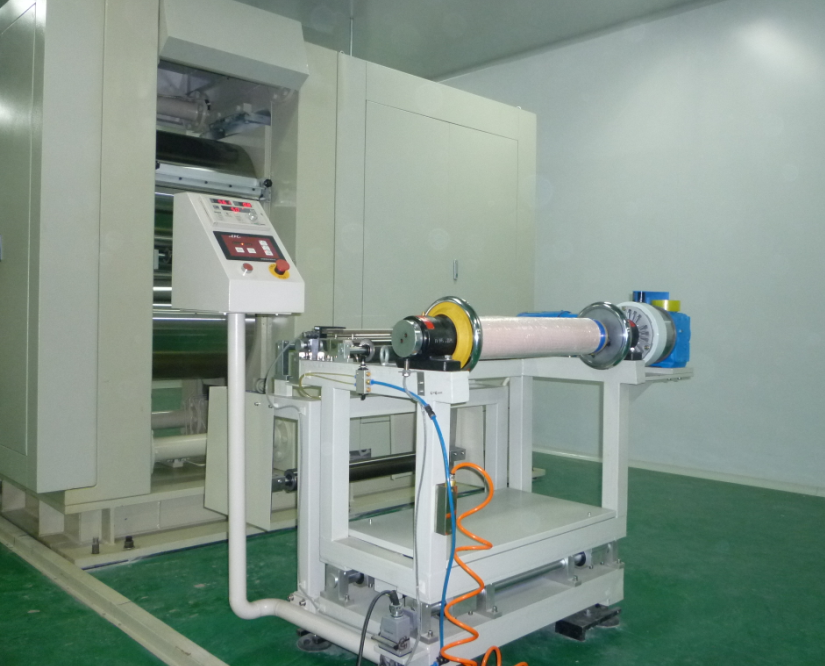
1.1 设备的功能、构成及其结构介绍:
1.1.1 功能:用于锂离子电池极片材料的轧制,实现电池极片卷料的连续冷压或热压生产,达到电池极片冷压或热压工艺要求的规格尺寸及品质。
1.1.2 构成:主要由以下部分组成:放卷机,接带装置,切边装置,除尘装置,收卷机,极片主辅减振装置,电池极片即时加热系统,辊压系统,驱动系统,液压系统,控制系统,拆辊装置等。
1.1.3 结构:两辊上下水平布置,“口”型铸造牌坊,短变应力线结构,四导柱定位及轧机轴承顶间隙液压同步调整系统,设压上液压缸及压下液压缸,单电机驱动,齿轮分动箱及联轴器传动,整体性底座。设备布置分左式和右式,动力驱动部分在进料端左侧的为左式,在右侧的则为右式。
1.2 设备工作流程:放卷—切边—除尘—极片减振—极片预热—极片热轧—极片减振—收卷。
1.3 总体平面结构简图 (见附图)
1.4 设备主要性能指标
1.4.1主机部分
轧辊尺寸:φ600mm×600mm 可定制
轧辊材质:9Cr3Mo(电渣重溶)
轧辊辊面硬度:HRC65-68
辊面淬火层深度:≥15mm,轧辊调质HB280-300。
辊面粗糙度Ra≤0.2um
轧辊圆柱度≤±0.0015mm
轧辊装机径向跳动公差:≤±0.002mm
辊压机预置线压力:3.5t/cm
辊缝调整范围:0-2mm,触摸屏显示。可定制
两辊间*大压力:3000KN(气液增压泵施压)
主电机功率:18.5KW(380V 50HZ变频调速电机)
碾压线速度:0-14.5m/min(无级调速)可定制
电气控制:PLC程控,触摸屏操作。
电池极片即时加热系统:加热范围为0°C—200°C,温度控制范围是±1°C,温度调整响应速度为1—1.5分钟,可加热极片宽度50-650mm,加热功率为4.5KW,触摸屏控制。
主机设备尺寸:(长×宽×高):3185mm×1280mm×2155mm
1.4.2辅机部分
1.4.2.1收放卷机性能指标
极片参数:芯筒为Φ76mm,放卷*大直径为Φ500mm,极片*大宽度为500mm。
放卷时极片张力控制精度为5%,张力调节(设定)范围0.5-3.5kgf。
边缘控制:纠偏精度为≤±0.2mm
张力调节:50N
1.4.2.2芯轴及电池极片卷尺寸
芯轴材料:金属、纤维或塑料
芯轴尺寸:收卷、放卷芯轴内径为3英寸
芯轴长度:≥600mm卷尺寸:≤Φ500mm
卷重:大于300kg

 加热型电池极片轧机 锂电池极片压延机
¥面议
加热型电池极片轧机 锂电池极片压延机
¥面议
 电池极片轧机 新材料压延机
¥面议
电池极片轧机 新材料压延机
¥面议
 膨胀石墨压延机 屏蔽材料压延机
¥面议
膨胀石墨压延机 屏蔽材料压延机
¥面议
 铜、铝箔压延机 辊压机厂家直销
¥面议
铜、铝箔压延机 辊压机厂家直销
¥面议
 人工/天然/合成石墨压延机 对辊机
¥面议
人工/天然/合成石墨压延机 对辊机
¥面议
 导热硅胶、石墨压延机 吸波材料压延机
¥面议
导热硅胶、石墨压延机 吸波材料压延机
¥面议
 液压站 气液增压液压站
¥面议
液压站 气液增压液压站
¥面议
 石墨膜、石墨片压延机 膨胀石墨压延机
¥面议
石墨膜、石墨片压延机 膨胀石墨压延机
¥面议


