- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件

|

|
|

|

|

|
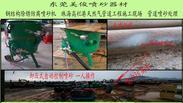
玻璃钢脱模除蜡喷砂机|玻璃钢喷砂机|树脂制品喷砂机 钢结构处理喷砂机 喷砂除锈设备 钢结构除锈喷砂机 除锈喷砂机 钢板喷砂机 油罐喷砂机 集装箱喷砂机 雕刻喷砂机
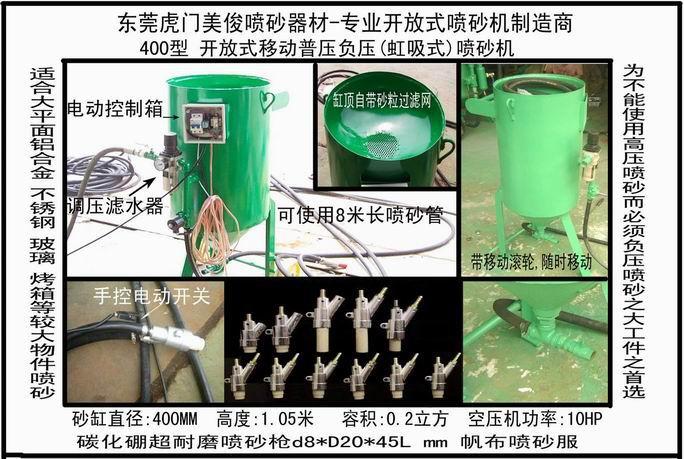
压力式移动喷砂机系列产品广泛应用于除锈及玻璃钢制品,石膏制品,树脂产品,装饰产品,石材,玉石等产品的脱模除蜡及表面钝化处理.同时也是玻璃,大理石等石材的喷砂及立体雕刻作业,船舶制造喷砂,桥梁、铁路、集装箱、石油化工设施等钢结构涂装前的表面处理、 除锈、防腐处理及牛仔服装花式喷砂的专业高效率处理机器.
东莞美俊喷砂器材生产的自动卸压型钢结构除锈防腐喷砂机是一人操作的具有自动安全保障性能的自动型喷砂机,使用简便,易损件与柱体件分离,降低更换耗材成本.同时我们的罐体使用大型机器焊接,保证产品质量.我们的罐体经过精细打磨喷砂喷涂处理,具有很强的防锈能力
玻璃钢行业应用介绍:
玻璃钢,树脂制品喷砂机脱模除蜡钝化效果比人工打磨品质好,节省人工20倍,效率增加40倍!
使用喷砂机对玻璃钢制品,树脂制品进行喷砂,可以快速对脱模后表面附着的蜡进行快速清理,使产品表面钝化,增加粗糙度,使得后续的喷漆,批粉附着力增加,寿命提高3-5倍.
经过实验,可以节省人工20倍,增加效率40倍.案例:一个人脸大小的玻璃钢面膜模型,人工用手磨机打磨需要耗时5-8分钟,而使用喷砂机则需10秒左右,如果使用美俊喷砂器材生产的一人操作的压力式喷砂机,则效率会更高,可以节省企业大量的劳动力,增加*终产品成型的效率.
同时美俊生产的卸压式自动排气喷砂机具有使用安全,开机产生气压,停机卸掉气压,所有操作仅由一个人通过手上的控制开关进行控制,简单适用.欢迎了解!
机器参数:
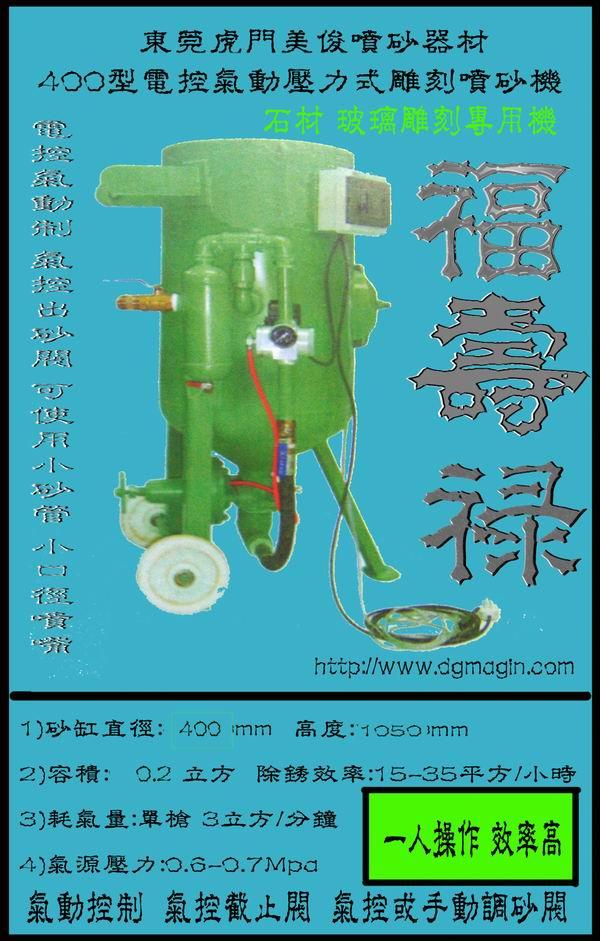
砂缸直径:600MM 砂缸高度:1300MM
砂缸容积:0.3立方
除锈效率: 15-30平方/小时
耗气量: 3立方/分钟(单枪)
气源压力:0.6-0.7MPA
按配置分:
1)基本型:纯手动型,基本为保压式装配.
进气阀(球阀控制开关)+调砂阀(球阀控制开关).不安装电控和气动控制系统,需要2人同时操作,一人拿枪对工件喷砂,另外一人控制机器开关.
2)保压型:电动控制型或气动控制型
进气阀(铝合金截止阀)+调砂阀(EMPAIR气控砂阀或手动砂阀).
砂罐永远保持压力,需手工卸压.
特点是:不管喷枪上开关任何一次开关,只要不去打开砂罐顶部侧面的排气球阀,缸内压力就不会卸掉(手动砂阀自排泄除外:会造成砂管积砂严重),适合短时间的点状喷砂.
3)卸压型:电动控制型或气动控制型
进气阀(铝合金截止阀)+调砂阀(EMPAIR气控砂阀或手动砂阀)+自动气控排气阀.
砂罐在喷砂工作时,罐内压力为工作压力,停机自动排气,罐内压力为0,适合长时间的大面积喷砂.
罐内压力永远不会超过限制压力,起安全保证的作用,同时也是自动回砂必备的装配方式.
1,结构紧凑,性能优越,操作简单,方便.
2,缸体的设计和生产符合压力容器标准,安全可靠.
3,采用标准通用件,易更换,成本更底.
4,加装瞬间控制功能,采用电动控制或气动控制,满足客户不同的需求,可单独一人操作.
5,外壳经过喷砂和采用先进防锈喷漆,杜绝锈蚀.
6,加装车轮,移动方便.
采用压力式喷砂机的优点:
可以代替酸洗磷化工艺,没有涉及排污的问题。 快速喷砂除锈,在改变表面粗糙度的同时,还可以去掉焊渣,毛刺,飞边。
效率高,成本低,质量好,是传统化学和手工除锈无法比拟的。喷砂后油漆质量好,涂层寿命长,是目前国际上采用的通用工艺方法。
压力式喷砂机工作原理:
本机采用压送式喷砂(喷丸)机构,即利用压缩空气在高压罐内高速流动行成高压作用,将高压罐内的砂料通过输砂管喷出,
然后随压缩气流由喷枪嘴高速喷射到工件表面,达到喷砂加工的目的。
压力式移动喷砂机适用范围:
主要用于:表面清理、雕刻、喷花加工、,去氧化皮、毛刺、焊疤、喷玻璃丸,强化光饰零件的表面。亦可用于喷涂、
电镀前处理工序(以提高涂镀层表面的附着力所有的表面处理)
压力式移动喷砂机系列产品广泛应用于
1)玻璃,大理石,瓷砖,模具,健身游乐器材等表面喷砂清理及立体雕刻雕花作业;
2)船舶制造喷砂,桥梁、铁路、集装箱、石油管道、化工、矿山设施、水利工程、港口建设等钢结构涂装前的表面处理, 除锈防腐处理;
3)牛仔服装花式喷砂;
磨料控制:
喷砂除锈用的砂,要求颗粒坚硬、有棱角、干燥无泥土及其他杂质;
要求高的以棕刚玉,黑刚玉,金刚砂为好,要求经济实惠的以石英砂为好,粗河砂亦可;
磨料的选择应考虑砂料运输条件,单价高低,回收能 力等因素;
砂料粒径以0.5~1.5mm为宜,筛选前须晒干,存储 于棚内、室内,
筛孔大小为:粗筛40~48孔(粒径1.2mm)、细筛372~476孔 (粒径0.3mm)
气源控制:
压缩空气必须经冷却装置及油水分离器处理,以保证干燥、无油;
油水分离器必须定期清理;
空压机气压为6.0×105~6.5×105Pa,气压变幅为
0.5×105~1.0×105Pa。一般砂桶气压为4.5×105~5.5×105Pa,不得小于 4.0×105Pa。
作业保护要求:
喷砂前对非喷砂部位应遮蔽保护。
喷砂前应检查喷砂机各种管道和控制阀门是否连接好,是否在合适的开关位置、
喷砂工佩戴的防护工具、安全带(绳)和供氧装置是否安全可靠,以及喷嘴磨损情况,当孔口
直径增大25%时宜更换喷嘴.
操作控制:
喷砂时喷嘴到基体钢材表面距离以100~300mm为宜,
喷射方向与基体钢材表面法线夹角以15°~30°为宜喷砂除锈后、进行下一道工序前,
如遇下雨或其他造成基体钢材表面潮湿的情况时,要待环境达到施工条件后,用干燥的
压缩空气吹干表面水分后施工,如须重新喷砂,不可降低磨料要求,以免降低粗糙度。
 碳化硼单进风双进风喷砂枪
¥180 元/台
碳化硼单进风双进风喷砂枪
¥180 元/台
 碳化硼喷嘴厂家,喷砂嘴定做,喷砂枪
¥60 元/台
碳化硼喷嘴厂家,喷砂嘴定做,喷砂枪
¥60 元/台
 滚筒式自动喷砂机小五金批量喷砂处理
¥20000 元/台
滚筒式自动喷砂机小五金批量喷砂处理
¥20000 元/台
 湿式水喷砂机|负压喷砂不锈钢表面处理
¥26000 元/台
湿式水喷砂机|负压喷砂不锈钢表面处理
¥26000 元/台
 气控调砂阀汤姆逊M牌C3克莱蒙特磨料阀
¥1500 元/台
气控调砂阀汤姆逊M牌C3克莱蒙特磨料阀
¥1500 元/台
 高压水喷砂机金属表面清理设备
¥11000 元/台
高压水喷砂机金属表面清理设备
¥11000 元/台
 平面通过式自动喷砂机
¥80000 元/台
平面通过式自动喷砂机
¥80000 元/台
 进口克莱蒙特调砂阀CLEMCO气控喷砂阀磨料阀
¥5000 元/台
进口克莱蒙特调砂阀CLEMCO气控喷砂阀磨料阀
¥5000 元/台
 除锈喷砂机配水雾喷砂枪无尘喷砂
¥9800 元/台
除锈喷砂机配水雾喷砂枪无尘喷砂
¥9800 元/台
 轨道式台车转盘自动喷砂机模具喷砂机
¥56000 元/台
轨道式台车转盘自动喷砂机模具喷砂机
¥56000 元/台
 干式除尘器粉尘颗粒物质过滤净化装置
¥350000 元/台
干式除尘器粉尘颗粒物质过滤净化装置
¥350000 元/台


