-
报价:6666元/台
-
工程价:
暂无
-
所在地:山东 临沂市
-
更新时间:2018-01-10 16:14:46
-
信息有效期:3个月
-
-
登录后查看联系信息
立即登录
-
询价留言
免费索取技术资料
详情介绍
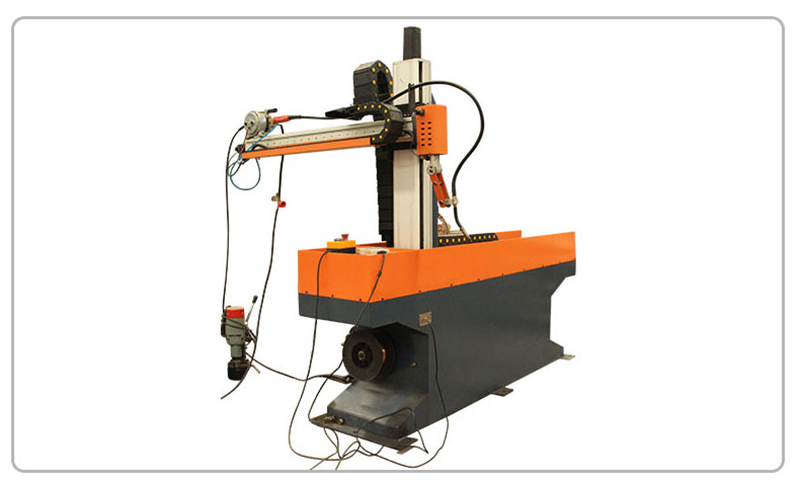
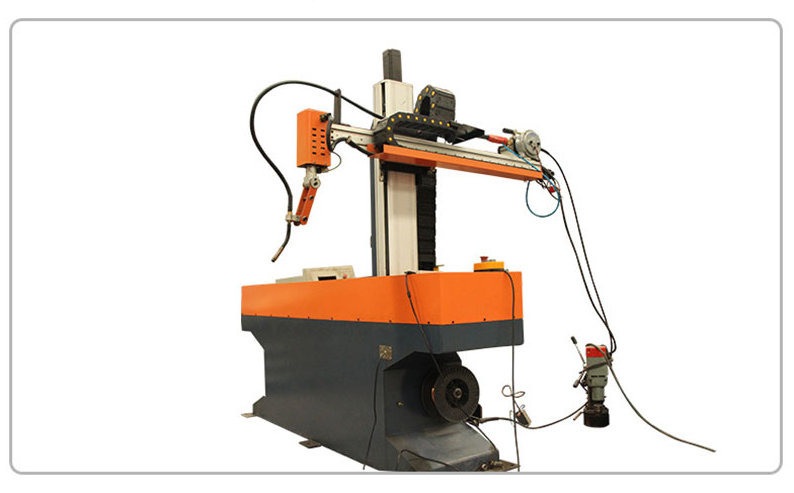
1.临沂等离子切割机配用的空气压缩机流量应不小于0.3m3/min,工作范围0.4~0.8MPa。
2.临沂等离子切割机经常检查电机、喷嘴,如损耗严重应及时更换,以免影响切割厚度和宽度,电极中心合金丝消耗2.0mm以上或不能引弧时,可将电极反向安装使用或更新。 切割机的输出电压很高,装配更换电极或喷嘴时必须将电源关闭并戴上防护手套,将电极、喷嘴垂直向上拧紧,使用两三分钟后再紧固一次。
3.临沂等离子切割机引弧切割时,应从工件的边缘开始引弧,遇到必须从中间开始切割的工件,应先钻开一小孔,再从小孔的边缘开始引弧。打开电源开关,让气体流通数分钟,以除去割炬中的冷凝水汽,开始切割时,割炬的喷嘴要接触工件(如是非接触式割炬,喷嘴要离开工件3~5mm),按下割炬开关,等离子弧自动引燃,切割正式开始。切割过程中,切割速度保证割穿工件就行,过快不但割不透工件,反而会引起反渣烧坏喷嘴,过慢则会导致喷嘴升温过高,降低喷嘴使用寿命,且割缝变宽,余渣增多,并可能会造成断弧。停止切割时,要先松开割炬开关,然后再将割炬离开工件。
需要请联系网址:http://qiegeji.store/
联系人:李经理
联系方式:15315395852
QQ:3443655001
地址:山东临沂河东区九曲褚庄铁路东凤凰大街路南







 临沂同昌激光自动焊接设备
¥30000 元/台
临沂同昌激光自动焊接设备
¥30000 元/台
 临沂等离子切割机同昌激光
¥6666 元/台
临沂等离子切割机同昌激光
¥6666 元/台
 临沂激光切割操作注意事项
¥5000 元/台
临沂激光切割操作注意事项
¥5000 元/台


