-
报价:1元/个
-
工程价:
暂无
-
所在地:河北 沧州市
-
更新时间:2017-04-01 14:38:52
-
信息有效期:永久
-
-
登录后查看联系信息
立即登录
-
询价留言
免费索取技术资料
详情介绍
沧海集团sell/
联系人:肖经理 139-3178-4969;座机:0317-6899967;QQ:764243212;网址:www.chguanjian.com
沧州沧海管件集团有限公司是一家专业从事高颈对焊法兰,对焊法兰批发的对焊法兰生产厂家,公司位于“中国管件之都”----沧州,是中国管件制造业龙头企业。东临渤海湾黄骅港,北接天津港。若您想了解更多关于对焊法兰供应,新标带颈对焊法兰等详细信息,欢迎来电咨询!
沧州沧海管件集团有限公司是一家专业从事高颈对焊法兰,对焊法兰批发的对焊法兰生产厂家,公司位于“中国管件之都”----沧州,是中国管件制造业龙头企业。东临渤海湾黄骅港,北接天津港。若您想了解更多关于对焊法兰供应,新标带颈对焊法兰等详细信息,欢迎来电咨询!
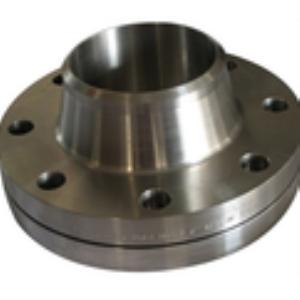
对焊法兰是管件的一种,是指带颈的并有圆管过渡的并与管子对焊连接的法兰。适用范围
对焊法兰不易变形,密封好,应用广泛,有相应的刚性与弹性要求和合理的对焊减薄过渡,焊口离接合面距离大,接合面免受焊接温度变形,它采取比较复杂的嗽叭形体结构,适用于压力或温度大幅度波动的管线或高温、高压及低温的管道,一般用于PN大于2.5MPa的管道及阀门的连接;也用于输送价格昂贵、易燃、易爆介质的管路上。![合金对焊法兰/沧海集团sell/对焊法兰生产]() 生产工艺锻打、铸造、中板车制平焊法兰连接形式 单面焊接,双面螺母连接。产品特点 外形美观,表面平整光滑,耐酸碱,抗防腐,质感性能强。生产工艺 亚氧炉开料,整体锻打或者成品锻压切削成型。加工方式 高精度数控车床车削,数控摇臂钻钻孔。
生产工艺锻打、铸造、中板车制平焊法兰连接形式 单面焊接,双面螺母连接。产品特点 外形美观,表面平整光滑,耐酸碱,抗防腐,质感性能强。生产工艺 亚氧炉开料,整体锻打或者成品锻压切削成型。加工方式 高精度数控车床车削,数控摇臂钻钻孔。
产品参数(1)螺栓孔中心圆直径:50mm----2130mm(2)螺栓孔直径:11mm-30mm(3)法兰厚度:12mm-58mm(4)管子外径 : A(17. 2-2032MM) B(14-2020MM )(5)法兰内径:A(18-2036MM ) B(15-2024MM)(6)法兰理论重量:0.36kg--234.6kg(DN1800)
技术要求
一、对焊法兰的级别及其技术要求应符合JB4726-4728的相应要求。1、公称压力PN为0.25MP-1.0MPa的碳素钢、奥氏体不锈钢锻件允许采用Ⅰ级锻件。2、除以下规定外,公称压力PN为1.6MPa-6.3MPa的锻件应符合Ⅱ级或Ⅱ级以上锻件级别的要求。3、符合以下情况之一者,应符合Ⅲ及锻件的要求:(1)公称压力PN≥10.0MPa法兰用锻件;(2)公称压力PN>4.0MPa的铬钼钢锻件;(3)公称压力PN>1.6MPa且工作温度≤-20摄氏度的铁素体钢锻件。
二、对焊法兰一般采用锻件或锻轧工艺制成。当采用钢板或型钢制造时,必须符合下列要求:1、对焊法兰应经超声波探伤,无分层缺陷;2、应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面形成环的柱面。不得采用钢板直接机加工成带颈对焊法兰;3、圆环的对接焊缝应采用全熔透焊缝;4、圆环的对接焊缝应进行焊后热处理,并作100%射线或超声波探伤,且射线探伤符合JB4730的II级要求,超声波探伤符合 JB4730的I级要求。
三、对焊法兰的颈部外侧斜度应不大于7o。对焊法兰在生产和焊接时严格控制技术参数,保证能够在生产和使用中充分发挥作用和价值。
合金对焊法兰/沧海集团sell/对焊法兰生产相关产品
查看该企业更多的卷扬机相关产品


 可变弹簧支吊架厂家/沧海集团sell/支吊架生产厂
¥面议
可变弹簧支吊架厂家/沧海集团sell/支吊架生产厂
¥面议
 无缝弯头现货/沧海集团sell/碳钢无缝弯头
¥面议
无缝弯头现货/沧海集团sell/碳钢无缝弯头
¥面议
 橡胶软接头品牌/沧海集团sell/橡胶软接头生
¥面议
橡胶软接头品牌/沧海集团sell/橡胶软接头生
¥面议
 大口径对焊弯头/沧海集团sell/大倍数对焊弯
¥面议
大口径对焊弯头/沧海集团sell/大倍数对焊弯
¥面议
 无推力波纹补偿器/沧海集团sell/波纹补偿器厂
¥面议
无推力波纹补偿器/沧海集团sell/波纹补偿器厂
¥面议
 国标三通/沧海集团sell/不锈钢焊接三
¥面议
国标三通/沧海集团sell/不锈钢焊接三
¥面议
 合金对焊法兰/沧海集团sell/对焊法兰生产
¥面议
合金对焊法兰/沧海集团sell/对焊法兰生产
¥面议
 大口径对焊弯头/沧海集团sell/大倍数对焊弯
¥面议
大口径对焊弯头/沧海集团sell/大倍数对焊弯
¥面议
 不锈钢法兰供应商/沧海集团sell/不锈钢高压法
¥面议
不锈钢法兰供应商/沧海集团sell/不锈钢高压法
¥面议
 异型承插法兰/沧海集团sell/承插法兰
¥面议
异型承插法兰/沧海集团sell/承插法兰
¥面议
 橡胶软接头品牌/沧海集团sell/橡胶软接头生
¥面议
橡胶软接头品牌/沧海集团sell/橡胶软接头生
¥面议


