- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


|

|

|

|

|

|

|

|

|

|
(RCO)蓄热式催化氧化燃烧炉产品概述
(RCO)蓄热式催化氧化燃烧炉(RegenerativeCatalyticOxidation),简称RCO,该法与RTO相同,也是近10余年内发展起来的新技术,净化率高,适应性强,能耗在燃烧法中*低,无二次污染,应用于废气浓度高的场合比较多。 RCO是一种新的催化技术,它具有RTO高效回收能量的特点和催化反应的低温工作的优点,将催化剂置于蓄热材料的顶部,来使净化达到*优,其热回收率高达95%. RCO系统性能优良的关键是使用专用的、浸渍在鞍状或是蜂窝状陶瓷上的贵金属或过渡金属催化剂,氧化发生在250-500℃低温,既降低了燃料消耗,又降低了设备造价。现在,有的国家已经开始使用RCO技术取代CO进行有机废气的净化处理,很多RTO设备也已经开始转变成RCO,这样可以消减操作费用达33%-50%.经反应后,有毒的HC化合物转化为无毒的CO2和H2O,从而使污染得到治理。
蓄热式催化氧化装置(RCO)是在催化氧化和蓄热式焚烧法(RTO)的基础上,采用了一系列节能设计和材料选择继而发展成为现代先进的有机废气处理技术。它的先进性主要表现在:低温氧化(250~300℃)条件,避免了RTO由于高温(760~800℃)而产生NOx二次气态污染物,符合国际上越来越严格的环保法规要求,同时大幅降低运行温度使运行能量大量节约。
工作原理
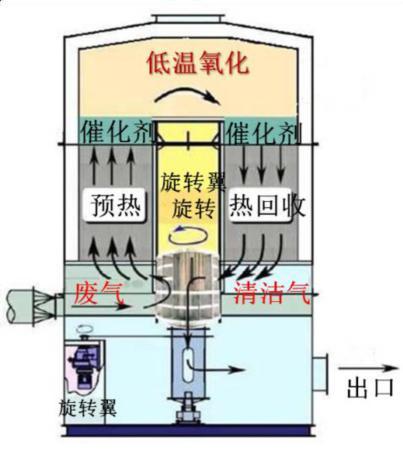
RCO工艺的原理是以较低温度有机废气(250~300℃)在催化剂的作用下将气态污染物完全氧化,其去除效率可达99%以上,同时热回收效率可以达到90%以上。RCO的热回收是利用陶瓷材料的高热传导系数特性作为热交换介质,以得到较完整的热能传导率。蓄热催化氧化装置在一个固定床反应器中把化学反应和蓄热热交换结合起来,大大提高了热能的利用率,反应热回收率高,达到节能减排功效。净化有机废气后的产物为无害的CO2和H2O,不会造成二次污染。在净化高浓度废气时可从反应器中部高温区移出部分反应热,能在净化废气的同时生产较高品位的热能而获得经济效益。对于简单可逆放热反应,由于出口温度较低从而可以得到比*优定态操作更高的单程转化率,对于复杂反应可以改善过程的选择性或提高收率。RCO催化燃烧设备内的催化剂采用贵金属蜂窝陶瓷催化剂,具有较强催化活性的特点,去除率≥95%以上 。
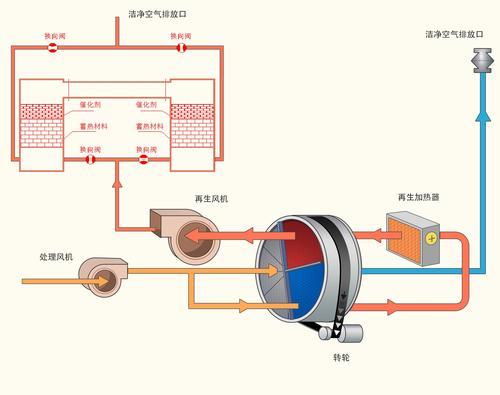
有机废气经鼓风机进入氧化炉,由燃料氧化加热,升温至250~300℃左右。在此温度下,废气里的有机成分在催化剂的作用下被氧化分解为二氧化碳和水,反应后的高温烟气进入特殊结构的陶瓷蓄热体,绝大部分的热量被蓄热体吸收(95%以上),温度降至接近进口的温度后经烟筒排放。通常情况下,蓄热催化氧化系统由三个蓄热室构成,废气在PLC程序的控制下,循环执行以下的操作流程:进入已蓄热的蓄热室,使废气得到预热,然后进入热氧化室,处理的废气经未蓄热的蓄热室放热后排放,一部分处理后的气体被引回到第三室,吹扫其中残留的未处理废气。在污染物去除效率要求不高的情况下,为节省资金,也可设计成两室结构。
蓄热陶瓷特点
(1)孔壁薄、容量大、蓄热量大、占用空间小;
(2)孔壁光滑、背压小;
(3)使用寿命长、不易渣蚀、粘蚀和高温变形;
(4)产品质量规格高,安装时,蓄热体之间排放整齐,错位小;
(5)具有低热膨胀性、比热容大、比表面积大、压降小、热阻小、导热性能好、耐热冲击好等特性。
催化剂说明
(1)高温稳定化处理的氧化铝载体和耐高温、耐腐蚀合金钢骨架,确保催化剂不被烧结,保持催化剂稳定的比表面积;
(2)高温不锈钢包边;
(3)方便清理的催化剂,确保催化剂非常长的使用寿命;
(4)高度分散的贵金属;
(5)低阻力,节约运行费用;
(6)低温高活性;
(7)非常高的机械强度;
(8)非常高的热稳定性
蓄热催化氧化系统特点
(1)采用RCO工艺净化有机废气,可同时去除多种污染物,具有工艺流程简单、设备紧凑、运行可靠等优点;
(2)RCO具有净化效率高,一般均可达98%以上;
(3)RCO具有运行费用低的优点,其热回收效率一般均可达95%以上;
(4)整个过程无废水产生,净化过程不产生NOX等二次污染;
(5)RCO净化设备可与烘箱配套使用,净化后的气体可直接回用到烘箱加热设备,达到节能减排的目的。
适用范围
处理技术特别适用于热回收率需求高,且无其它过程可利用作为热交换回收程序;适用于同一生产线上,因产品不同,废气成分经常发生变化或废气浓度波动较大的场合。应用行业包括石油、化工、橡胶、油漆、涂装、家俱、印制铁罐、印刷等行业中产生的中高浓度有机废气的净化处理,可处理的有机物质种类包括苯类、酮类、酯类、酚类、醛类、醇类、醚类和烃类等等。此外还适用于污水处理站的除臭。处理浓度在500~7000mg/m3之间的有机废气或臭气。
 化工厂防爆布袋除尘器
¥10000 元/台
化工厂防爆布袋除尘器
¥10000 元/台
 山东除尘器:生物质锅炉除尘器
¥10000 元/台
山东除尘器:生物质锅炉除尘器
¥10000 元/台
 化工厂脉冲布袋除尘器
¥10000 元/台
化工厂脉冲布袋除尘器
¥10000 元/台
 潍坊VOC治理:UV光氧催化废气净化器
¥10000 元/台
潍坊VOC治理:UV光氧催化废气净化器
¥10000 元/台
 淄博VOC处理:(RCO)蓄热式催化氧化燃烧炉
¥10000 元/台
淄博VOC处理:(RCO)蓄热式催化氧化燃烧炉
¥10000 元/台
 热浸镀锌烟雾除尘器
¥10000 元/台
热浸镀锌烟雾除尘器
¥10000 元/台
 化肥厂袋式除尘器
¥10000 元/台
化肥厂袋式除尘器
¥10000 元/台
 青岛VOC活性炭塔:活性炭纤维吸附回收装置
¥10000 元/台
青岛VOC活性炭塔:活性炭纤维吸附回收装置
¥10000 元/台
 烟台VOCs废气治理:生物过滤除臭设备
¥10000 元/台
烟台VOCs废气治理:生物过滤除臭设备
¥10000 元/台
 循环流化床半干法脱硫
¥10000 元/台
循环流化床半干法脱硫
¥10000 元/台
 东营(RRTO)旋转蓄热式氧化燃烧炉
¥10000 元/台
东营(RRTO)旋转蓄热式氧化燃烧炉
¥10000 元/台