- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件

|
|
|

|

|

|

|

|

|

|

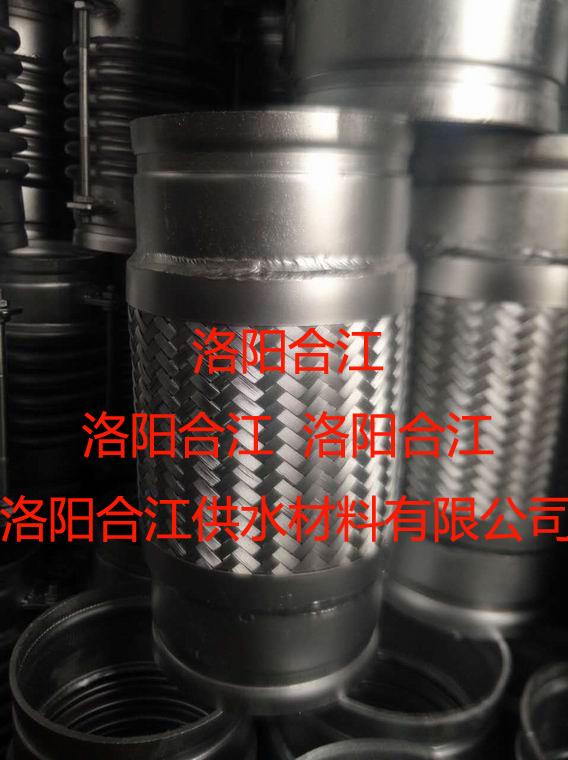
不锈钢波纹管补偿器产品特色
伸缩管:这是补偿器*重要的一部份,以OMEGA曲线加
工成型,板厚均匀,无局部应力集中的缺点,大幅地提高了
伸缩使用次数。
液接面与管体同材质一体成型:无焊接点、可以消除焊接所
造成的粒界腐蚀。
限制螺杆:为延长伸缩接头的使用寿命,使伸缩量不超过限
度,造成不必要的损坏。 (装置前,螺丝紧锁以固定中心线
及长度,装置完成后,并须松开螺丝如图示)
内筒:使用内筒的目的存于防止管中流体流经伸缩股时造成
扰流现象,并降低压力损失及防止伸缩囊因扭曲而破坏伸缩
接头。
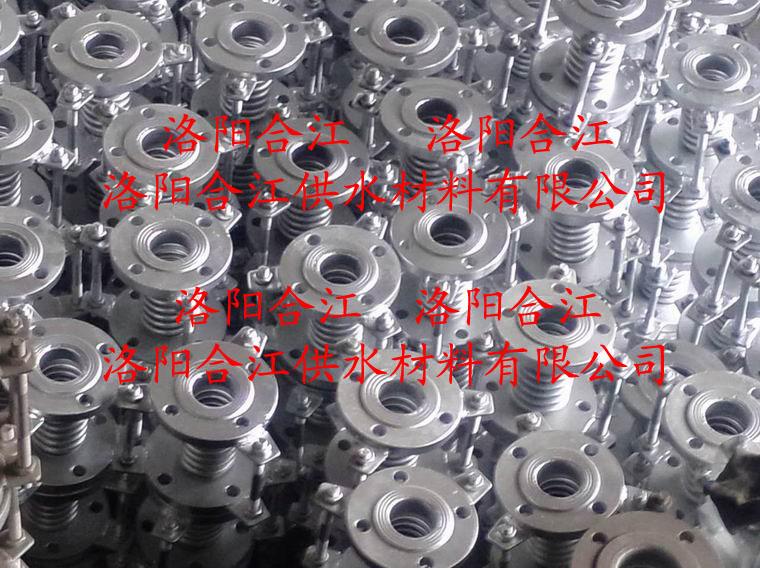
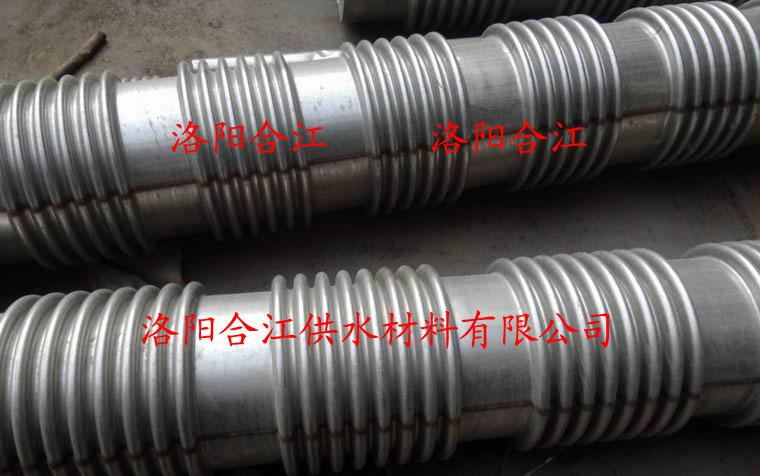
11.2波纹补偿器
11.2.1 生产标准按GB/T12777-2008《金属波纹管膨胀节通用技术条件》生产,法兰标准为GB/T9115.1-2000波纹补偿器分为法兰式和接管式,波纹
管材质不低于SUS201、SUS304,波纹厚度0.8~2.5mm,波纹管焊接采用埋弧自动焊,两端配法兰,法兰材质为20#钢。 适应温度-20°C-400°C。
2.2产品必须经过水压试验,满足国家标准,使用寿命不得低于10年。
11.2.3接管式波纹补偿器,波纹管材质为SUS201、SUS304,两端接管材质为20#钢,焊接工艺为不锈钢焊丝焊接,焊接焊缝不得低于3遍,焊接后需
要抛光焊缝,然后进行探伤试验和水压试验。产品使用寿命不得低于10年。
11.3限位不锈钢补偿器
11.3.1限位补偿器分为法兰连接和接管式连接。波纹管材质不低于SUS201、SUS304,补偿量按设计要求,法兰材质为20#钢,外壳采用20#钢,外壳
钢板厚度不得低于15mm,限位装置不得低于3个,能抗一定的内压推力,导流筒采用Q235、SUS201、SUS304,厚度大。适应温度-20°C-400°C。
11.3.2焊接工艺为埋弧自动焊,外壳均采用热镀锌工艺,接管式要将波口切成45°角。
11.3.3焊缝处理需要抛光处理,然后再经过探伤试验和水压试验,两端法兰碳钢材质。
11.3.4上述所有法兰采用GB/T9115.1-2000标准生产。
 电厂污水厂建筑02S404图集柔性防水套管
¥165 元/台
电厂污水厂建筑02S404图集柔性防水套管
¥165 元/台
 软接头、橡胶接头、端面全密封可曲挠橡胶接头
¥11 元/台
软接头、橡胶接头、端面全密封可曲挠橡胶接头
¥11 元/台
 波纹补偿器、直埋波纹管、热力膨胀节
¥400 元/台
波纹补偿器、直埋波纹管、热力膨胀节
¥400 元/台
 洛阳穿墙套管、止水套管、防水套管
¥1000 元/台
洛阳穿墙套管、止水套管、防水套管
¥1000 元/台
 国标404防水套管、止水套管
¥1000 元/台
国标404防水套管、止水套管
¥1000 元/台
 波纹管、直埋波纹管、热力膨胀节
¥105 元/台
波纹管、直埋波纹管、热力膨胀节
¥105 元/台
 建筑不锈钢T型波纹管补偿器
¥45 元/台
建筑不锈钢T型波纹管补偿器
¥45 元/台
 煤矿RX-GH卡箍快速接头
¥35 元/台
煤矿RX-GH卡箍快速接头
¥35 元/台
 压缩机隔振减震器
¥12 元/台
压缩机隔振减震器
¥12 元/台
 BH-KXW大波纹板盒型可限位伸缩补偿器
¥280 元/台
BH-KXW大波纹板盒型可限位伸缩补偿器
¥280 元/台
 GJS(X)-DF-I单球体可曲挠橡胶接头
¥70 元/台
GJS(X)-DF-I单球体可曲挠橡胶接头
¥70 元/台


