- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


|
|

|

|

|

|

|

|

|

|
使用放热焊接模具注意事项
施工操作前,必须保证被焊接件无污物,熔模熔腔和型腔内无上次焊接时留下的焊渣块或焊渣粉末。
施工操作前,必须使用喷火炬(或瓦斯喷灯)烘干被焊接件和熔模,使其尽可能的不含水分。防止模具在使用时爆炸。
施工操作中,点火之前,必须保证盖上熔模盖,且熔模闭合处无开缝。
施工操作中,点火之前,必须保证被焊接件焊接点位于型腔中心。
施工操作时,现场 1.50米 范围之内,不得有无关人员停留。
施工操作时,现场 1—— 2米 范围之内,不得有易燃物品摆放。
操作人员必须戴上有一定隔热效果的工作手套。
操作人员不得面对于熔模开口处操作施工。
点火时,一旦引燃粉被引燃,操作人员必须立即离开熔模至少 1.50米 。
当放热焊剂反应结束后,任何人不得直接接触熔模和被焊接件。
当放热焊剂反应结束后,须待熔模和被焊接件自然冷却 10——20秒。
对被焊接件进行绝缘处理,必须待导线完全冷却之后方可进行。
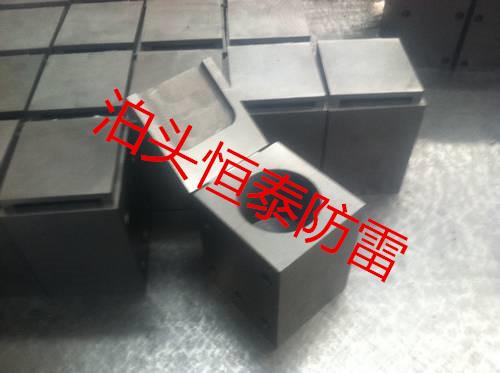
放热焊接模具由模具盖、模腔具、熔接腔、导流槽、模夹等几部分组成,能够承受铜、钢、铁等金属熔化温度,熔化金属流向、流速以及*终形状经严密设计,通常模具寿命为80-200 次。
绝大部分放热焊接厂家模具均为代理加工,并非自主生产,质量不易控制,供货周期较长(往往在4天以上),而我厂自主生产,常备大量库存,常用模具都备有50套以上,库存大发货快。
模具都需要使用模具夹配合使用,常规模具夹分为两种,标准型和偏心型,标准型适用于绝大部分模具,偏心型主要应用在焊接接地棒、十字焊接等需要避开焊接材料的类型上。部分型号模具使用中需要F型夹、C型夹等辅助夹具配合。
 长效防腐降阻剂选专业生产沧州恒泰
¥800 元/套
长效防腐降阻剂选专业生产沧州恒泰
¥800 元/套
 第三代接地模块恒泰低价销售
¥80 元/套
第三代接地模块恒泰低价销售
¥80 元/套
 恒泰供应铜包钢接地棒拉力强度大
¥60 元/套
恒泰供应铜包钢接地棒拉力强度大
¥60 元/套
 河北恒泰铜包钢扁钢应酸碱、盐性土质
¥30 元/套
河北恒泰铜包钢扁钢应酸碱、盐性土质
¥30 元/套
 供应铜包钢圆钢恒泰防雷讲究质量安全过关
¥30 元/套
供应铜包钢圆钢恒泰防雷讲究质量安全过关
¥30 元/套
 沧州恒泰供应铜层纯度99.9%铜包钢绞线导电率高
¥12 元/套
沧州恒泰供应铜层纯度99.9%铜包钢绞线导电率高
¥12 元/套
 供应山西放热焊接模具全套模具送货到家
¥260 元/套
供应山西放热焊接模具全套模具送货到家
¥260 元/套
 沧州恒泰电解离子接地极多少钱一根呢
¥260 元/套
沧州恒泰电解离子接地极多少钱一根呢
¥260 元/套
 恒泰供应降阻剂质量安全放**
¥800 元/套
恒泰供应降阻剂质量安全放**
¥800 元/套
 沧州恒泰第三代接地模块种类齐全
¥80 元/套
沧州恒泰第三代接地模块种类齐全
¥80 元/套
 沧州恒泰供应铜包钢接地棒价格质量
¥60 元/套
沧州恒泰供应铜包钢接地棒价格质量
¥60 元/套


