- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件

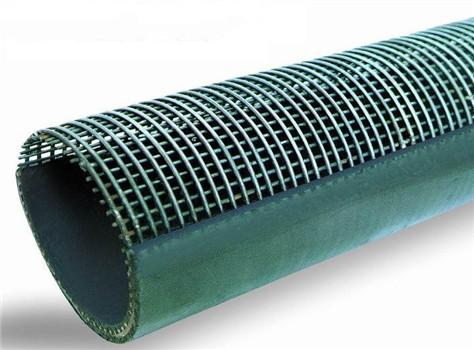
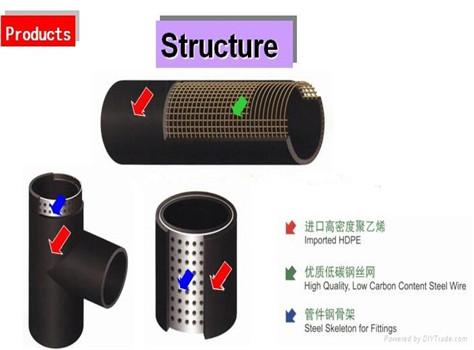
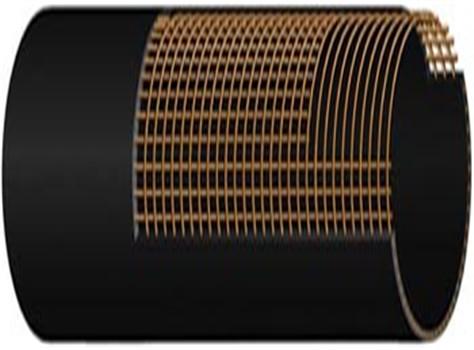
我公司销售的钢骨架塑料复合管执行标准:
给水用钢骨架聚乙烯塑料复合管:CJ/T 123-124-2004
工业用钢骨架聚乙烯塑料复合管:HG/T 3690-3691-2012
我公司所有产品在出厂前都对每批次的产品进行了严格的检验,保证所有出厂的产品都符合国家相关部门的标准,请放心选购,现就管道安装过程中需要注意的一些问题进行说明,仅供广大客户参考。
钢骨架塑料复合管管道连接
钢骨架PE复合管/钢骨架塑料复合管在连接前应对管材、管件及附属设施按设计要求进行核对,并应在施工前进行质量检查,符合要求后方可使用。
钢骨架PE复合管/钢骨架塑料复合管的连接采用电熔连接或法兰连接,埋地管道一般不宜采用法兰连接,与金属管道连接时采用法兰连接。
钢骨架PE复合管道连接的操作工人上岗前,应经过专门培训,经考试和技术评定合格后,方可上岗操作。
检查焊接电源线接触是否良好,输送端插头是否变形、有油污泥沙或电氧化层,检查管子(或管件)是否完好,电熔接头中的铜线是否断线。上述检查合格后,才可进行下一步操作。
用表测焊机输入端电压,是否在220V±20V范围内,如不在此范围内不能焊接。
现场施工之前必须参照基本工艺参数进行试验,试验件必须进行解剖、撕裂,以便观察焊接效果,并根据现场气候、电源情况及试验情况,适当调整焊接工艺参数。每个工程试验件不少于两个,施工过程中若遇气候、环境变化时,必须进行不定期试验,增加试验次数。
在焊接前,要对焊接表面即套筒内表面和宽封口外表面进行打磨,去除氧化层,这对保证熔焊质量极为重要。
焊接工艺根据现场环境温度、湿度及其他影响因素专门给出。
用水或汽油清洗焊接面的泥沙、油渍,然后再用95%以上的酒精或丙酮清洗,确保焊接表面清洁,用钢刷或电动钢刷打毛焊接表面。
对接看清待装管走向,将其摆正,然后插入电熔接头。
将扶正器夹在管线上,两个卡环调到适当位置,注意电源插孔与扶正器的相对位置,拧到位时扶正器卡环应抵住电熔接头。
拧紧卡环螺栓,用对角上两条拉杆轮换将待装管拉到位,拧紧拉杆上的螺母准备焊接。
在对接的两根管表面划上焊接区标记,用锤子轻击电熔接头四周,将电熔接头打入到标记处(两管头各打入电熔接头长度的一半)为止,禁止敲击电源接线柱处。
电热熔套管与管材配合过松时,应对两者进行校合比较,剔除不正常者,过紧时应用手动刮削机具进行刮削。
焊接完毕后,待电熔接头冷却后或扶正器螺丝自行松动后方可取下扶正器。在电熔接头没有完全冷却下来的时候,不许强行拉动或弯曲管子。
产品质量是企业之魂,员工服务态度是企业发展之本。我公司所有员工在秉承上述原则的基础上会为您提供质量过得硬的产品和全方位4A级服务,欢迎广大新老客户参观、咨询、指导!
 钢丝网骨架塑料
¥15 元/台
钢丝网骨架塑料
¥15 元/台
 钢骨架聚乙烯塑料复合管
¥95 元/台
钢骨架聚乙烯塑料复合管
¥95 元/台
 钢丝网骨架聚乙烯复合管
¥25 元/台
钢丝网骨架聚乙烯复合管
¥25 元/台
 钢丝网骨架塑料复合管
¥8 元/台
钢丝网骨架塑料复合管
¥8 元/台
 钢骨架塑料复合管
¥93 元/台
钢骨架塑料复合管
¥93 元/台
 DN63钢丝网骨架塑料复合管
¥35 元/台
DN63钢丝网骨架塑料复合管
¥35 元/台
 结实DN63钢丝网骨架复合管
¥32 元/台
结实DN63钢丝网骨架复合管
¥32 元/台
 DN65给水用CJ/T123钢骨架塑料复合管
¥93 元/台
DN65给水用CJ/T123钢骨架塑料复合管
¥93 元/台
 饮用水的DN63钢丝网骨架塑料复合管
¥38 元/台
饮用水的DN63钢丝网骨架塑料复合管
¥38 元/台
 钢丝网骨架塑料复合管
¥38 元/台
钢丝网骨架塑料复合管
¥38 元/台
 给水用CJ/T123钢骨架塑料复合管山西、内蒙、甘肃直销
¥100 元/台
给水用CJ/T123钢骨架塑料复合管山西、内蒙、甘肃直销
¥100 元/台