- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件

|

|
简述:一、按要求该整机技术特征描述:
设备主要用途功能
1.1配合激光切割机进行剥线作业
1.2
1.2.1定长自动切断
1.2.2 长短可设定
1.3
1.3.1自动剥除线皮
1.3.2剥除段长短可设定
1.4速度可设定(根据现场情况具体确定)
1.5自动校直
1.6 计数功能
1.6.1可设定加工数量 并自动停止
例如:设定加工100根 加工到100根自动停止
2.设备名称: 激光剥线机
技术特征描述:激光剥线机是指利用激光剥切导线绝缘皮,是激光在材料加工中的应用。根据材料对激光的吸收率不同,可以对不同线缆材料进行切割剥离:CO2激光剥线主要用于切割非金属材料,包括乙氟化物、尼龙、聚乙烯、矽树脂及其它不同硬度或高温度绝缘材料等;YAG激光剥线机主要应用于金属电缆层,特别适用于0.5mm以下的细小数据线,应用在精细线材剥离,能加工排线、扁线、同轴线、单线、双胶线和多层线等。例如:手机、电脑、笔记本电脑、摄录机、数码相机、电子字典等微电子行业产品的内部排线屏蔽线。二者组合就有了成套的剥线方案:
外部绝缘胶皮层及紧贴线芯的尼龙绝缘保护层用CO2激光剥线机进行剥离金属层用YAG激光剥线机进行剥离
激光剥线机与传统剥线机在电线束行业应用的优势分析如下;
1) 对加工材料不产生任何机械挤压或机械应力,加工质量好。双光路激光剥线,采用非接触式加工方法,高精度精确控制剥线长度,不会损伤铜芯,解决了剥线难以控制,割浅剥不干净,割深易将铜芯割断,无法剥多层线材等问题。剥线时需一下头固定,另一头牵引,通过一定的拉力将外层材料去除,容易导致线芯被扯断。
2)加工信号线时,能很好地剥层,成品率很高。只要选择对线材各层材料吸收好的激光对材料进行切割,不需要加工的线层几乎不会造成影响不造成层变形和损伤绝层。
(3)操作更容易。对工人的技能要求不高,因为工人操作时不需要考虑过切或是牵引力过大会引起内部线芯断裂等因素;采用PLC编程控制器实现高精度运动控制,工业级电机高细分驱动方式,进口模组传动,确保光刀运行精确、平稳,效率更高,重复,一致性好;可任意定制切割线的位置,产品质量不会受到工人技能、情绪等因素的影响
(4)加工线径可以更细。能加工AWG#30以上的细线和极细线、排线、扁线、同轴线等,而直径1.0mm以下的细线、极细同轴线或数码产品排线等用传统的很难加工。
(5)加工成本低廉,利用激光加工速度很快的优势,大大提高生产效率;与传统方式相比,可提高几十倍的效率
特点:工业上用的导线绝缘皮均需要剥切,用普通剥线钳或机械方法剥切绝缘皮既不能保证质量,以不能提高生产率。特别的对于由多层人造丝编织物组成的份线绝缘皮或者由薄皮细芯组成的多股聚四氟乙烯的份线绝缘皮的剥皮的剥切更是无能为力。利用激光剥切导线的绝缘皮是激光在材料加工中的创新应用。激光具有高亮度和高方向性等特点,它适合剥切强度和熔点比一般绝缘皮高的聚四氟乙烯、聚欣胺等合成有机绝缘皮,以及可对导线的任意,中间区段进行剥切。
激光剥皮的基本原理
激光剥皮的基本原理,实质是激光与不同材料、非金属一绝缘皮和金属一导线)的相互作用的过程。
激光的特性:能使激光象一把无比锋利的刀子,无接触地.高质量、高效率的剥切任何导线的绝缘皮。但利用激光剥皮时,要求金属导线芯在受热后既不能出现相变,更不能使其熔化,这就要在剥皮时只切皮不伤芯为此,妥善选择能够发射某种波长的激光是要的很重要的。 对于非余属材料(电介质),实验证明,波长比较长的激光加热作用明显,也就是较多地吸收激光,当采用短波长的激光照射时,虽然也能加热到熔化但所需激光功率适当增大。例如,用功率为10w的CO,激光就可对聚四氟乙烯薄片切剥,而用YAG激光则要必须超过此功率才可切剥。导线绝缘皮材料。的熔点和沸点多在200℃左右。例如聚氯乙烯熔点为140℃,聚酸胺为180一280C,聚四氟乙烯高一点可达400℃。导线绝缘皮的质软,散热性及熔点都比金属低的多,如铜熔点为
1083℃银为960,℃镍为1453℃,铝为658℃,就是说,当绝缘皮已达到熔化时,由于金属高熔点和热率的原因,企属导线仅仅处于微热状态。各类导线绝缘皮(作金属材料)对COZ激光有
高的吸收率(可达到95%以上)。而金属对CO,激光有很高的反射率(即很低的吸收率见表1)。为此,目前国外激光剥切机大多选用波长为10.6m的连续波CO,激光器。由于金属线芯反射率高和导热率大的缘故用co:激光剥切后铜导线表面的材料组织和性能没有发生相变和变化.在切皮时为了能及时而干净的把切口区域尚末汽化的熔化物吹沟槽,避免熔化物在激光消失后重新粘在切槽内,与激光切割一样,激光剥皮时也要加吹具有一定压力的气流。图略
激光剥皮的工艺方案
在剥皮时,导线与激光束之间必须转动和轴向移动两种运动。转动是为了在绝缘皮卜切出圆周槽,轴向移动则是为了在绝缘皮上切出直的或螺旋状的纵向槽其工艺方案有如下两种:
1.导线转动并同时完成轴向移动。激光束通过聚焦于导线表面(见图2略),本方案的优点:结构简单,剥皮时只需将导线固定在卡头中间,然后由电机驱动旋转。切出圆周槽后,再驱动导线作轴向移动,以便切出从向槽缺点是:使用范围小,只适用于尚未和产品焊接的导线。如欲对已装在产品上的引出线剥皮则会产生导线缠绕,影响产品质*。
2、本方案是将导线固定不转,激光束绕线转动,可以克服方案一的缺点.为其原理图(略),光路为了适应不同直径导线的剥皮可沿轴向移动,以保持激光束焦点始终能落在剥皮的外表皮上导线的轴向移动则可通过自动或手动来实现.
3、激光剥皮功率的确定(简述)
影响橄光功率的主要因素有:l)绝缘皮性质(包括热物理系数、吸光的能力,单位切创阀值能、密度等。
2)绝缘皮厚度;h 3)导线外径D
4)剥皮时导线的移动速度和圆周速度;v
5)导线旋转一周的切剥时间t、如果激光功率过大,会使切口增宽,激光照射到线芯表面的能t加大,会使金属温度升高并产生徽薄的氧化层.此氧化层会使金属线芯吸收激光的能力迅速止升,导致线芯破坏。
6)利用激光剥切导线绝缘皮是一种质量好、效率高、无损伤的剥切方法.克服了传统剥皮的缺点;激光剥皮法特别适合于常规方法难以剥皮的导线,也可用于多层绝缘皮导线的剥皮;激光剥皮一般可选用输出功率为20w一30W。
技术特征原理简图:
依据运行条件分析:确定三轴轮系由蜗轮、蜗杆螺旋传动减速机构成。
结构设计简图: 切断机构 双路激光
轮系的选择简述:
1、定轴论系的选择 2、选择轮系类型 3、确定各蜗轮蜗杆轮的齿数模数、4去皮机构采用标准品夹具可移动调节距离。螺旋机构采用双导程蜗杆蜗轮 (标准品 )双导程蜗杆是左右齿面的导程及导程角加以改变的蜗轮副。*大的特点就是由于蜗杆在轴方向移动可以获得任意的齿隙。蜗杆经过高精度研磨,蜗轮则使用了抗磨损的铝青铜,蜗杆有带内孔及带轴的两种类型; KWGDLS双导程蜗杆是左右齿面的导程及导程角加以改变的蜗轮副。*大的特点就是由于蜗杆在轴方向移动可以获得任意的齿隙。蜗杆经过高精度研磨,蜗轮则使用了抗磨损的铝青铜,蜗杆有带内孔及带轴的两种类型。 蜗轮 AGDL双导程蜗轮是左右齿面的导程及导程角加以改变的蜗轮副。*大的特点就是由于蜗杆在轴方向移动可以获得任意的齿隙。蜗杆经过高精度研磨,蜗轮则使用了抗磨损的铝青铜,从任何角度选择都为*高级产品。
2、确定布置输送方案:由直线移动输送带无需较大的传动比稳定性好准、依据技术条件以可以完成加工100根 加工到100根自动停止能瞒足使用条件。
三、主机结构见附件(1)
四、计算书、蜗轮传动计算(略)
其他计算:(略)
?克服摩擦力所需转矩(TF) (略)
?重物加速所需转矩(TA1) (略)
?蜗杆加速所需转矩(TA2)(略)
?加速所需总转矩(TA) (略)
?加速扭矩(Ta) (略)
?匀速扭矩(Tb) (略)
?减速扭矩(Tc) (略)
?实效扭矩(Trms0) (略)
力矩图: (略)
五、机构的构造分析简述:分析机构有多少个部件连接而成、整个机构自由度与便于计算固定部件连接类型。机构运行分析简述:相对速度分析法有以下两种情况、
(1)同一部件上的两个不同点若存在相对速度,则相对速度的
?大小为该部件的角速度与两点间距离的乘积。相对速度的方向为垂直于两点连线方向。
(2)不同部件上的同一点若存在相对速度,则
?旋转连接的相对速度为0
?滚动接触的触点有无相对速度。
(当两物体的**速度不同时,就是说他们之间有相对运动。物体B相对于物体A的相对速度就是物体B的**速度减去物体A的**速度。) 速度多边形图解:图中矢量VB与矢量VA代表物体A与物体B的速度大小与方向那么B相对于物体A的速度可以用速度多边形来求解即:VB/A=VB-VA
六、通过机构运行分析简述:
1、整机运动影响分析如力与质量、时间与空间、及其导出的速度与加速度。
2、力学重点分析了重力运动状态的影响及其他外置所加的力如平衡、非平衡的力
3、组件质心、加速度惯性力、匀速的稳定性。
4、整机采用方案可行性:
蜗轮、蜗杆机构传动具有功率范围大、效率高、传动精准使用寿命长、工作安全可靠、其缺点是制造和安装精度要求高。夹具采用弹簧插补锁紧装置性能稳定、可靠、使用寿命长、易于维护。输送装置阻燃特氟龙输送红带、激光发射工作的烟雾由随主机散热通道排除。设计时以采用重力算法结合静平衡力学加配重可以解决震动及波动摆动可不停机连续切割及间歇停机切割、两种切割方式为:连续采用单路激光切刀、间歇采用切刀。
整机采用箱式架构设计性能稳定、安装电器配件方便如:控制器件、失电保护器、断线、电机抱闸急停、(外壳采用防尘设计)便于传动系统组装测量及水平调整。可配备线盘装置与整机配套。本方案适用于高频动作的机械传动系统,可在主动部分运转的情况下,使从运与主动部分 结合或分离、 结构紧凑,传递力矩大,响应迅速快,无空载损耗)。整机工装设计(略)
七、依据电器控制使能运行条件分析:确定采用TDSV系列小功率伺服驱动器及伺服电机控制技术,产品功率范围覆盖50W~200kW,产品内部采用DSP+MCU+FPGA 控制结构,实现了电机的全数字电流环、速度环、位置环的闭环控制及开环使能控制(plc)。具有动态响应速度快、控制精度高、低速大扭矩输出等特点。
1、连续工作扭矩< 伺服电机额定扭矩
瞬时加大扭矩< 伺服电机*大扭矩(加速时)
3、负载惯量< 3倍电机转子惯量
4、连续工作速度< 电机额定速度
5、转动型负载主要考虑惯量计算
八、电机选型:根据力矩(重力Gx =x N)、速度选型要求:*大角速度200/s *大角加速度50/s (计算)
负载摩擦力:F 1= 0.25G =
摩擦力矩
根据力矩、速度选型*后选定MOTEC 伺服电机(SEM180A)
转动型负债主要考虑惯量计算:
决定伺服电机 大小因素:
1、传动方式 2、蜗轮、蜗杆精度 3、负载重物安装位置精度及重量
4、减速比及加减速特性 5、运行速度 6、摩擦系数7、机械效率
九、确定电器逻辑控制、开关使能、系统外围结构配线图:
技术要求:同轴电缆线切断为长度一致产品,长度范围55mm~100mm之间;外包绝缘皮两端被剪剥,剪剥长度范围5mm~15mm;内包绝缘皮两端被剪剥,可按照用户实际要适当调整。
本方案剥线机主机机构(简述):
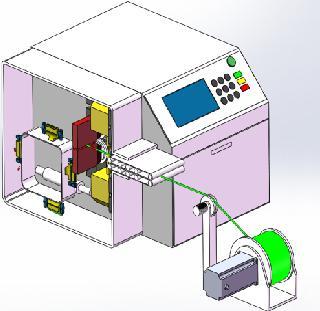
激光剥线机在对单芯电线电缆剪剥时,根据产品的技术要求,需要完成电线电缆切断、剪剥外包绝缘皮、摊平内芯铜线及剪剥内包绝缘皮等操作。这些操作都由剥线机主机机构(如图5所示)完成,包括抬轮机构、刀架机构、摆线机构、送线机构、送线轮微调机构、引线套和刀架升降机构等部件。在主机结构中,以激光刀机构为中轴线,抬轮机构、送线机
构、送线轮微调机构和引线套以对称形式安置在主机面板上。整台设备基于 单片机自动控制系统,完成对单芯电线电缆的切断、剪剥外包绝缘皮和内包绝缘皮等工序。
线捆形式的单芯电线电缆原材料平放在放线工作台上,单芯电线电缆经引线套的牵引下进入送线机构。送线机构的主要作用是控制输送原材料的速度及长度,由步进电机、同步带机构和表面滚花处理的滚轮构成。步进电机在单片机的准确控制下,经同步带机构带动两对滚轮实现正反转旋转。在摆线机构中步进电机、摆线套和送线导管安装在一起,摆线套和送线导管在步进电机的带动下沿着电机输出轴做往复回转,带动单芯电线电缆从水平位置摆动30度,配合激光刀机构完成单芯电线电缆压平和剪剥内包绝缘皮工序。在主机机构中,送线轮微调机构和抬轮螺旋机构机构主要控制滚轮压线深度,由去皮连杆机构完成水平运动直线运动的转化到卸料。在送线的过程中,滚轮压线力度不够时,会出现送线打滑现象,影响送线精度。送线轮微调机构通过旋转旋钮,经过连杆机构转换缓和抬高滚轮之间的距离,调整滚轮的压线力度以及适配不同线径的多芯电线电缆以及剥线机工作前滚轮牵引力调试。当设备出现误操作,电线卡位时,整个剥线机主机报错停止工作,旋动置于主机面板上的旋钮,通过连杆机构转换跳跃性抬高滚轮之间的相对距离,将单芯电线电缆从主机上剥离下来。
刀架升降机构由双向滚珠丝杠副,导杆及直线轴承等零件组成,在单片机的控制下伺服电机带动双向滚珠丝杠旋转,从而驱动螺母副带动刀架在垂直方向上对称开合。刀架升降机构是主机的核心部件,剪剥外包绝缘皮和内包绝缘皮的进
给量直接取决于刀架的开合精度,选择双向滚珠丝杠副及伺服电机用于保证开合精度。刀架机构如图(略)刀架连接块固定在刀架升降机构上带动刀架机构做开合运动,刀架呈 V 形状对称安装了两套和压线组件。V 型刀用于切断内芯铜线。
压线组件主要作用是将堆栈排列的内芯铜线摊平,由预紧力调整螺栓、安装板、斜滑槽、斜滑柱及压线滚组成。当压线组件接触到内芯铜线时,反作用力使上下压线组件的斜滑柱沿着斜滑槽移动,压紧弹簧,弹簧的预紧力摊平内芯铜线,弹簧的预紧力大小可由预紧力调整螺栓调整,其工作过程受力如图8所示(略)。由于设置了斜滑柱,所以内芯铜线在受力摊平的过程中既受水平力又受垂直力,有效解决了堆栈排列铜线的摊平问题。
刀片在使用过程中,为了保证其强度及使用寿命,刀头刃角不能过小,在25°~40°之间为理想值。其中 V型刀片用于切断及片后角30°,前角通常在25°~30°之间;由于内芯线径较小柔软过小的刃角容易使铜线损坏。
生产效率会达到600~800(条/每小时)。单芯电线电缆全自动剥线切断自动化程度和生产效率高,有效解决了单芯电线电缆的剪剥切断问题。
表绝缘皮的单位切削阔值能t
材 料 材 料
聚录乙烯
有机玻璃
橡 胶
1.8
2
2.1---2.5玻璃丝
玻璃布
合成材料
(聚四氟乙烯等)5
47
80
 数控机床自动上下料系统设计
¥300000 元/台
数控机床自动上下料系统设计
¥300000 元/台
 RFID智能仓储管理系统
¥300000 元/台
RFID智能仓储管理系统
¥300000 元/台
 机器人上下料
¥10000 元/台
机器人上下料
¥10000 元/台
 激光剥线机
¥5500 元/台
激光剥线机
¥5500 元/台
 中央空调冷却水循环系统节能改造
¥80000 元/台
中央空调冷却水循环系统节能改造
¥80000 元/台
 AMPTON安培通-汽车行业自动化生产线电控方案
¥12000 元/台
AMPTON安培通-汽车行业自动化生产线电控方案
¥12000 元/台
 SOPC技术在视觉测量中的应用
¥10000 元/台
SOPC技术在视觉测量中的应用
¥10000 元/台
 水厂电气控制系统
¥10000 元/台
水厂电气控制系统
¥10000 元/台
 供暖自动化控制系统
¥10000 元/台
供暖自动化控制系统
¥10000 元/台
 北京地铁电保温控制箱
¥5000 元/台
北京地铁电保温控制箱
¥5000 元/台
 全自动拧螺丝机
¥11 元/台
全自动拧螺丝机
¥11 元/台


