- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


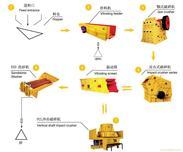
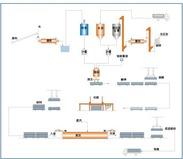
加气切割机是加气混凝土生产线中的重要组成部分,是砖坯成型工艺中*后一道工序的加工设备.它将螺旋挤泥机挤出的具有一定儿何形状的泥条切割成厚度相同、符合一定规格的加气制品。加气切割机由切坯台、样板、推杆和俐套等纽成。加气切割机的类型有推杆式加气块切割机、链式加气块切割机、单弓自动加气块切割机和多钢丝加气块切割机等多种.其中推杆式加气切割机具有结构紧凑、操作方便、维修容易、产址高等特点。目前,国内绝大多数加气生产厂家都使用这种形式的加气切割机。
以下是加气切割机几种常见故障产生原因及处理方法:
加气切割机常发生的故障有:推坯样板工作面和运行方向不垂直;样板停止位置不正确.有早停和慢停现象;加气切割机失控,样板连续运动;爪式离合器的主、被动卡爪碰撞;机架摆动.样板运行不稳,切荆加气制品弯曲;切坯不彻底,砖坯后端不枯齐;断钢丝频繁。
1 推坯样板工作面和运行方向不垂立
产生原因:①若样板往复是平行移动,则是调节不当;②样板往复不是平行移动,某一端前进和后退都超前,则可能是制作质量问题或曲柄摇杆机构的某一零件损坏。
处理方法:**种原因处理方法:①应当调节连杆的调节杆,增减两连杆长度,使样板平行;②调节推杆连接座(这时要微调,以保证丝扣有足够的连接长度),增减两推杆长度,使样板平行:③在推杆连接座和样板间加垫片,使样板平行。
第二种原因处理方法:①检查两个偏心轮键槽和偏心销孔是否对称或磨拟,若有误差或损坏,应修理;②检查两摆杆对应孔中心距是否相等或磨投.安装位里是否对称,若有误差或损坏.应修理;③检查曲柄摇杆机构的校链轴承和销轴是否拟坏,是否需耍更换新件。
2 样板停止位置不正确,有早停和慢停现象
产生原因:①若是早停,是因为控制杆和松离滑块过厚或两螺旋斜面加工不正确;②若是晚停.则是因为控制杆和松离滑块太薄或接触面磨损。
处理方法:①应当减薄松离滑块的厚度(尽量不减少或少减少控制杆的厚度,以免影响其强度);②在分离块和被动卡爪的凸缘之间加垫片,增加分离块厚度。
信息来自豫晖加气混凝土设备网:
河南豫晖矿山机械有限公司历经三十多年的发展,现已成为中原矿山机械行业领导者,其产品加气混凝土设备质量信得过,技术顶尖,服务立体化。豫晖重工致力于打造全球矿山机械、选矿设备龙头企业。
选择豫晖,共赢商机!豫晖期待与您合作!
财富热线:公司地址:郑州市西四环与化工路交叉路口向西1000米
 加气混凝土设备生产线关于卸料的方法讲述
¥8888 元/台
加气混凝土设备生产线关于卸料的方法讲述
¥8888 元/台
 在低碳环保的市场上加气混凝土设备迎来新的发展机遇
¥8888 元/台
在低碳环保的市场上加气混凝土设备迎来新的发展机遇
¥8888 元/台
 提高磁选机的工作效率和经济效率的秘密
¥168000 元/台
提高磁选机的工作效率和经济效率的秘密
¥168000 元/台
 制砂机生产线厂家温馨提醒选厂址很重要
¥20 元/台
制砂机生产线厂家温馨提醒选厂址很重要
¥20 元/台
 碎石机设备的机械磨损需正确看待,有利于更好生产运行
¥8888 元/台
碎石机设备的机械磨损需正确看待,有利于更好生产运行
¥8888 元/台
 专题报道:加气混凝土设备的热磨损和腐蚀磨损
¥8888 元/台
专题报道:加气混凝土设备的热磨损和腐蚀磨损
¥8888 元/台
 分析加气切割机常见的故障原因和处理的技巧
¥8888 元/台
分析加气切割机常见的故障原因和处理的技巧
¥8888 元/台
 影响蒸压加气混凝土设备所产制品质量的具体因素
¥8888 元/台
影响蒸压加气混凝土设备所产制品质量的具体因素
¥8888 元/台
 生产高质量的泡沫砖离不开的三要素
¥8888 元/台
生产高质量的泡沫砖离不开的三要素
¥8888 元/台


