- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件

产品简介
TL-FQH乏汽热能回收装置工作原理
TL-FQH乏汽热能回收装置主要由高效吸收装置、气液分离装置与自动安全控制系统等三大部分组成。高效吸收装置由蜗轮喷嘴组件、渐扩式能量交换吸收段、能量扩压段等三部分组成。蜗轮喷嘴组件混合段内安装有我公司独创的水雾扩散喷雾系统,使水雾快速的扩散达到超音速,形成负压。独特的蜗轮喷嘴与水雾扩散器相结合,实现在*短距离内高效吸收周围的乏汽,同时特殊蜗轮喷嘴组件的使用,将吸收乏汽的冷却水雾化成3-6μm的细小颗粒,从而增大了与乏汽的接触面积,提高了吸收效率,同时能有效适应乏汽量的波动变化,提高设备运行的稳定性。气液分离装置由气液分离罐、切线旋流管、上层折流装置以及自动排气阀等组成。从高效吸收装置出来的升温的水沿着切线进入气液分离罐内,在旋流打散水体及温升脱氧原理作用下,溶解氧等不凝气体快速从水中析出,通过自动排气阀排出,同时为了防止氧气等不凝气体携带少量水蒸气逸出,在气液分离罐上部设置有折流板装置,当上升气流穿越折流板之间的间隙时,由于流线的偏折,会撞击到折流板上,氧气会改变方向后自然逸出,而水蒸汽会再次冷凝成水,由于重力作用,会被折流板叶片捕集下来,防止逸出。
TL-FQH乏汽热能回收装置的特点
回收效率高
可回收100%的乏汽及凝结水
2.安全可靠性高
由于系统原因导致以上设备排放的乏汽量不稳定,并且为平时排放乏汽量数倍时,就会导致乏汽不能 全部回收,当乏汽压力超压时,通过压力开关控制作用,电动阀会自动打开排向大气,对装置出口压力无影响,从而避免了设备的憋压,保证系统的安全。当电气控制出故障乏汽不能正常回收时,有机械排放阀(安全阀起跳)自动排汽,保证系统的安全;当气液分离装置中水位低于下限时,自动控制系统会立即关停水泵,防止水泵空转;当水泵发生故障是,气液分离装置中水位上升,当水位达到上限时,控制系统会自动关闭进水阀门。
3.气液分离效率高
混入水中的氧气能否分离并排出,是成败的关键。它涉及到氧气从水中逸出和从分离罐气空间排出两个环节。依据气-液溶解与分离的理论分析,采用湍流切割、释压扩散、界面膜化、升温降粘、脉动呼吸等综合技术,完成气液分离过程,确保回收水中的溶解含氧量低于进除氧器的给水含氧量。
4.系统全自动智能运行,实现无人值守。
5.方案设计灵活,安装简单,维护工作量小。
可实现多个排汽点公用一套回收装置;本装置与原系统的接入点仅有除氧器、定扩、疏扩排汽管、凝泵出口和低加出口三处。
3.回收意义重大
乏汽回收后,达到节能减排的目的,降低了企业的生产成本,提高企业的市场竞争力,增加企业净利润。
乏汽回收后,实现乏汽零排放,避免热污染,美化厂区环境,达到清洁生产的目的
型号说明及经济效益分析
TL-FQH-1.5C/S-FB
T L-武汉天浪
FQH-乏汽回收装置
1.5-乏汽回收量1.5吨/小时
C- 碳钢
S-不锈钢
FB-防爆(可选)
经济效益分析
1、回收蒸汽经济效益
回收1t/h乏汽效益,节约蒸汽价格100元/吨,凝结水价格5元/吨。
综合效益为:1×(100+5)=105元/小时
按年运行8000小时计,年创效益为8000×105=84万元
2、净化厂区环境,实现清洁生产,消除安全隐患,完全消灭了原来在设备上的“白龙”,现场不再有二次蒸汽的排放。不但消除了厂区热污染,还消除了二次汽排放发出的刺耳噪音和对附近设备的腐蚀。
3、社会间接效益明显。
回收1吨/小时的乏汽,节省混合煤(5000~5500kcal/kg)1200~1300吨/年,至少可减排约2000吨的CO2。
 热电联产疏水封闭式回收零排放装置
¥999999999 元/台
热电联产疏水封闭式回收零排放装置
¥999999999 元/台
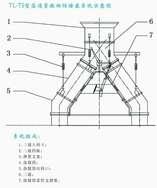 TL-TS型落煤管柔性振动防堵塞系统
¥8 元/台
TL-TS型落煤管柔性振动防堵塞系统
¥8 元/台
 乏汽回收装置
¥10 元/台
乏汽回收装置
¥10 元/台
 原煤斗防堵塞装置
¥15 元/台
原煤斗防堵塞装置
¥15 元/台



