- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件


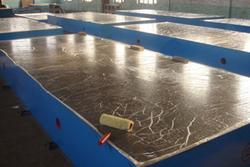
研磨平台的修理方法一
是将被修平板与平面度较高的基准平板进行对研铲刮,别一种方法是传统的“三块互研”法:
被铲刮平台与基准平板进行拖研铲刮,
直至被修铲刮平台的研磨斑点符合要求为止,
该方法是*直观,简便,也是*有较的方法,
但对基准平板的要求有较好的平面度,且规格必须大于被修铲刮平台,
而基准平板长期使用后也将破原有的平度精度,
修复基准平板就比较困难了。
研磨平板铸造方法选择的原则:大型铸件优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。
当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。
粘土湿型砂铸造的铸件重量可从几公斤直到几十公斤,而粘土干型生产的铸件可重达几十吨。
铸造方法应和生产批量相适应,低压铸造、压铸、离心铸造等铸造方法,因设备和模具的价格昂贵,所以只适合批量生产,大型铸件可以单件铸造也可批量生产。
研磨平板用途:适用于各种检验工作,精度测量用的基准平面,用于机床机械检验测量基准,检查零件的尺寸精度或行为偏差,并作精密划线,在机械制造中也是不可缺少的基本工具。
研磨平板按GB/4986-85标准制造,工作面用研磨工艺,用于制件的研磨,量具修理,用本产品研磨后的制件表面粗糙度Ra≦0.08μm, 主要用来作为模具的垫板使用。刮研平板材质:
刮研平板精度:按国家标准计量检定规程执行,分别为0、1两个等级.刮研平板在机械工厂往往作为平面基准,铲刮平台平面度的好坏直接影响产品质量检测的可靠程度。
材质:高强度铸铁HT200-300,工作面硬度为HB170-240,
经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品 的精度稳定,耐磨性能好。
研磨平台规格:1000×1000—2000×4000,
按国家标准计量检定规程执行,分别为0、1、2、3四个等级
泊头市晨鑫量具机械厂网址:http://www.zxjx8888.com
 振动铸铁平台概括
¥10 元/台
振动铸铁平台概括
¥10 元/台
 机床量具前景展望
¥20500 元/台
机床量具前景展望
¥20500 元/台
 供应铲刮平台技术摘要
¥11 元/台
供应铲刮平台技术摘要
¥11 元/台
 铸铁研磨平板知识编辑
¥9.5 元/台
铸铁研磨平板知识编辑
¥9.5 元/台
 铸铁平板的明文规定
¥11 元/台
铸铁平板的明文规定
¥11 元/台
 调整垫铁用途
¥8.5 元/台
调整垫铁用途
¥8.5 元/台
 非标铸铁平板的维护讲解
¥9.5 元/台
非标铸铁平板的维护讲解
¥9.5 元/台
 机械铸件弯板的功能特征
¥9.5 元/台
机械铸件弯板的功能特征
¥9.5 元/台
 三坐标工作台基础知识
¥1800 元/台
三坐标工作台基础知识
¥1800 元/台
 铸铁平板简要讲解
¥15 元/台
铸铁平板简要讲解
¥15 元/台


