- 产品
- 样本
- 公司
- 图纸
- 论文
- 软件

砂轮在线动平衡额意义:
众所周知,为使磨床加工能稳定地达到高要求的尺寸精度,波度和粗糙度,在机床必须有高的几何精度,刚度和性能稳定性的同时,对机床振动状况也有严格的要求。
各式旋转部件都有振动等级要求:
例如振源之一的电机都规定了高的动平衡等级,高速传动皮带轮也需进行动平衡,这些技术指标一般在机床出厂时都已确定。
工人静平衡操作难以达到要求:
此外主要的也是不定的主振源是砂轮架系统,由于砂轮的材质非均匀性及其它加工因素,整个砂轮系统的重心总是偏离主轴中心,因而砂轮架系统运转时引起振动,
在此情况下修整出的砂轮形状是不理想的,难以磨出高要求的工件,这就是为何新砂轮必须进行静平衡或动平衡的原因。
但静平衡效果与操作者技能和熟练程度有很大差异。
研究探索:
随着砂轮直径及宽度的增大以及砂轮线速度的提高,仅靠静平衡达不到遇期的效果,可是老的动平衡方法,
操作费时劳动强度大,且大直径砂轮的动平衡机价格昂贵、占地面积大,难以被人们接受。为此数十年来,
人们一直致力于探索直接在本身机床上进行动平衡的概念。
在线动平衡技术突破:
在线动平衡技术的突破推动了磨削技术的发展,如高速磨削,使机床的工作精度和生产效率的潜在能力得到充分发挥,成为高精加工不可或缺少的配套技术,
在延长砂轮,修整金钢石和主轴轴承等使用寿命方面也有所裨益。
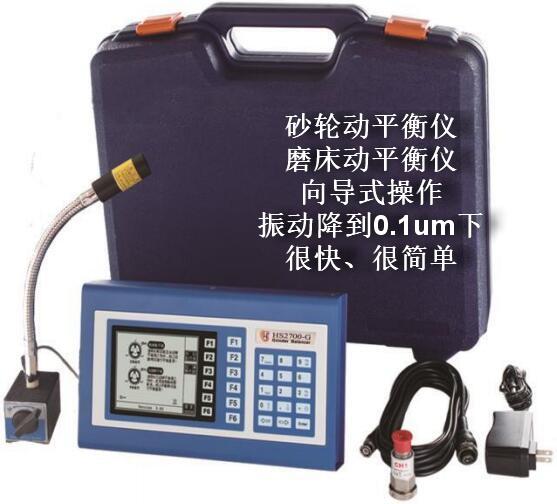
名称:砂轮动平衡仪 HS2700G
别名:磨床动平衡仪、砂轮动平衡仪、便携式砂轮动平衡仪功能:
规格
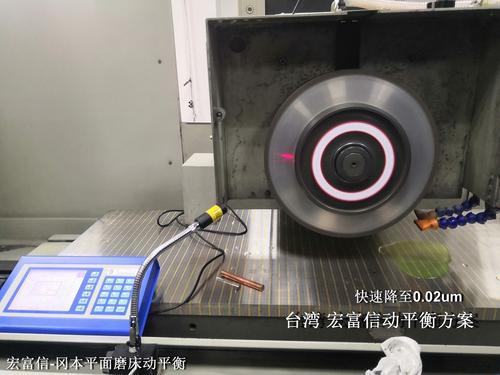
振动监测:实时监测新做动平衡:新换装砂轮时,可选用此功能进行砂轮动平衡校正
延续静平衡:已换装砂轮前已事先做过平衡,可选用此功能进行砂轮动平衡校正,方便快捷
校正转速范围:300~60000 rpm (实时监测)
小校正值:0.1mg (加速度) 0.05mm/s(速度) 0.01μm位移 (@1800rpm)
大校正值:6,000μm(@1800 rpm)
振动量测单位:位移(μm:Peak to Peak)P-P校正相角精度:0.1°转速感测方式:光纤探头感测转速感测距离:5mm-100mm加速规感度:100mV/g中央处理器:300MHZ(32bit 高速处理器)显 示 器:320×240 dot大型液晶显示器,CCFL高亮度背光灯管工作温度:0℃-50℃消耗功率:5W蓄电电池:充电八小时可使用四-五小时电 源:110V/220V Vac主机尺寸:283×170×45 mm主机重量:1.5Kg(含电池)配 件:加速规(含磁性座*1)、光纤转速传感器(含磁性座*1)、电源线*1零件:含剪刀,反光贴纸,胶水,角度环、中文使用说明书、手提箱*1原产地:台湾
 主轴动平衡、机床动平衡、马达动平衡、电机动平衡、台湾动平衡仪
¥20500 元/块
主轴动平衡、机床动平衡、马达动平衡、电机动平衡、台湾动平衡仪
¥20500 元/块
 测温块
¥20 元/块
测温块
¥20 元/块
 测温环,窑炉精确测温
¥6500 元/块
测温环,窑炉精确测温
¥6500 元/块
 测温环
¥11 元/块
测温环
¥11 元/块
 砂轮动平衡仪
¥95 元/块
砂轮动平衡仪
¥95 元/块